
Productos
Segunda mano
Servicios


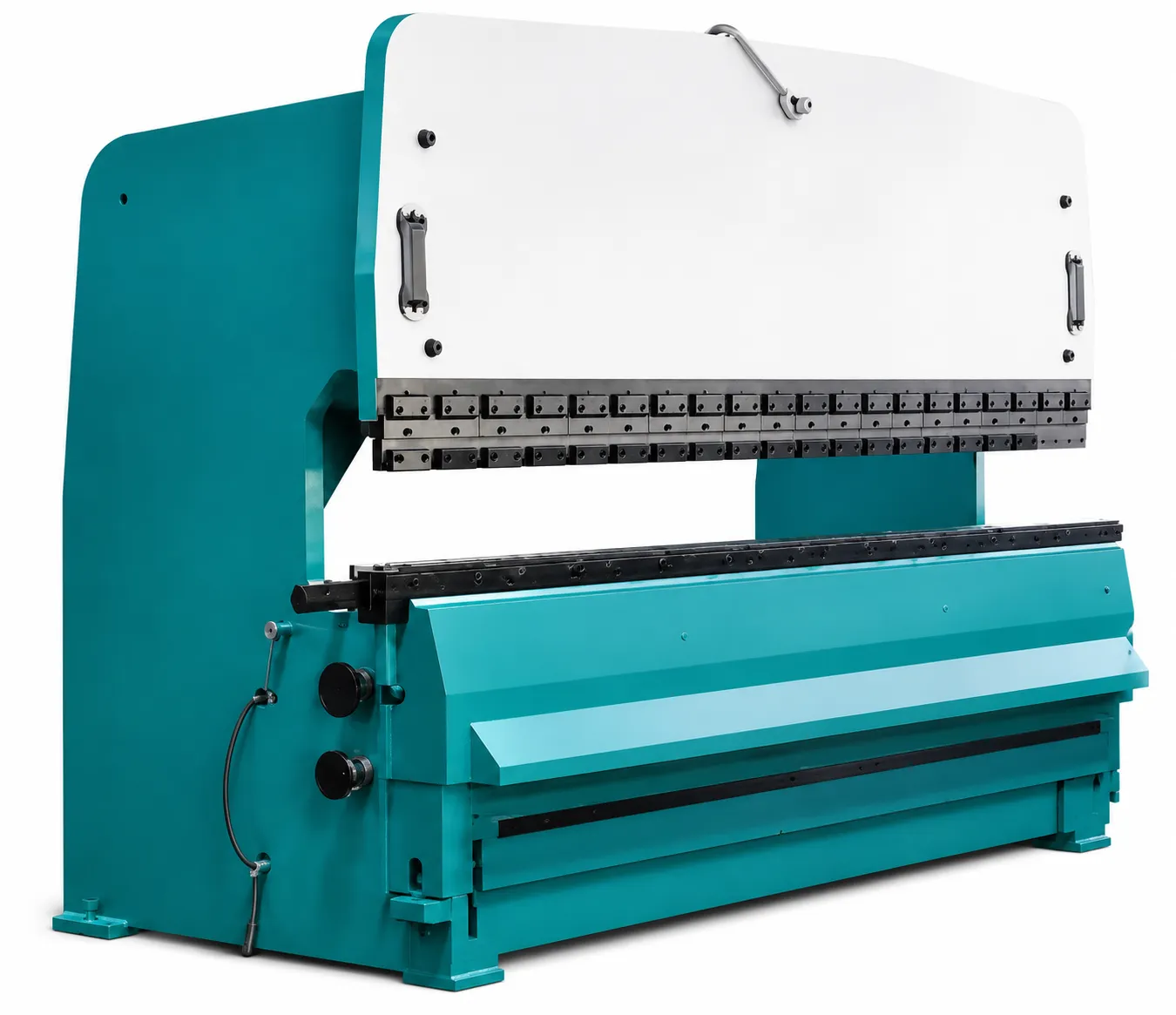
Dobladoras de lámina industriales: hidráulicas y CNC para fabricación metalmecánica
Selecciona una dobladora de lámina industrial con la capacidad y precisión adecuadas para producción. Esta página te ayuda a comparar criterios clave entre dobladora de lámina hidráulica y dobladora de lámina CNC, para tomar una decisión de compra sólida en herrería, gabinetes, ductería y manufactura.
Para talleres y plantas
Diseñadas para ciclos repetibles, control de ángulo y estabilidad en lotes.
Materiales típicos
Acero al carbón, inoxidable y aluminio (según tonelaje y herramental).
Aplicaciones comunes
Canales, charolas, gabinetes, ductos, perfiles y piezas especiales.
Factores de costo total
Energía, mantenimiento, herramental, capacitación y tiempo de set-up.
Consejo práctico: define primero espesor, longitud de doblado, radio y tolerancia; después elige el tipo de control (manual, NC o CNC) y el herramental.












Sección 2 • Criterios técnicos
Qué definir antes de elegir una dobladora de lámina industrial
La selección correcta depende menos de “la máquina” y más de tus parámetros de proceso: material, espesor, longitud de doblado, tolerancia, repetibilidad y tipo de pieza. Definir esto reduce riesgos de subdimensionamiento.
Tipo de pieza y geometría
Canales, charolas, perfiles en “U”, “Z” o piezas con múltiples dobleces requieren considerar backgauge, interferencias, apertura en “V” y secuencias de doblado.
Ritmo de producción
Para alta producción, prioriza velocidad de aproximación, cambios de programa, repetibilidad y ergonomía. En producción variable, el set-up rápido y la programación importan más.
Sección 3 • Comparativa
Dobladora de lámina hidráulica vs dobladora de lámina CNC
Ambas son industriales, pero su ventaja competitiva cambia según la complejidad de piezas, la repetición y el control de ángulo. Esta comparativa te ayuda a seleccionar con criterio.
| Factor | Dobladora hidráulica | Dobladora CNC |
|---|---|---|
| Control y repetibilidad | Buena repetición con ajustes y operadores expertos; ideal para piezas estándar. | Alta repetibilidad con programas, compensaciones y backgauge multieje; ideal para series. |
| Complejidad de piezas | Adecuada para geometrías simples o medianas. | Superior para geometrías complejas, múltiples dobleces y cambios frecuentes. |
| Set-up y cambios | Dependiente de medición y ajuste manual; puede aumentar tiempos muertos. | Cambios rápidos por recetas/programas; reduce variabilidad entre turnos. |
| Costo total | Menor inversión inicial; mantenimiento hidráulico programado. | Mayor inversión; ahorros por scrap reducido, velocidad y consistencia (según uso). |
| Perfil típico | Talleres con catálogo estable y piezas recurrentes. | Producción metalmecánica, gabinetes, ductería y lotes con alta variación. |
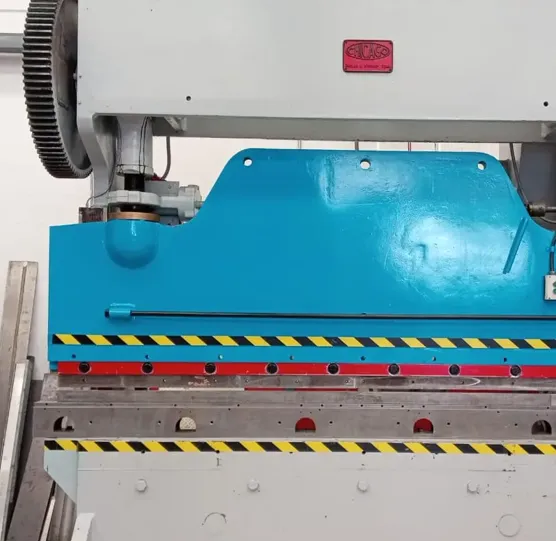
Cuándo conviene hidráulica
Cuando la demanda es constante, las piezas son repetitivas y el costo inicial es una prioridad, manteniendo buenos estándares con procedimientos de ajuste y verificación.
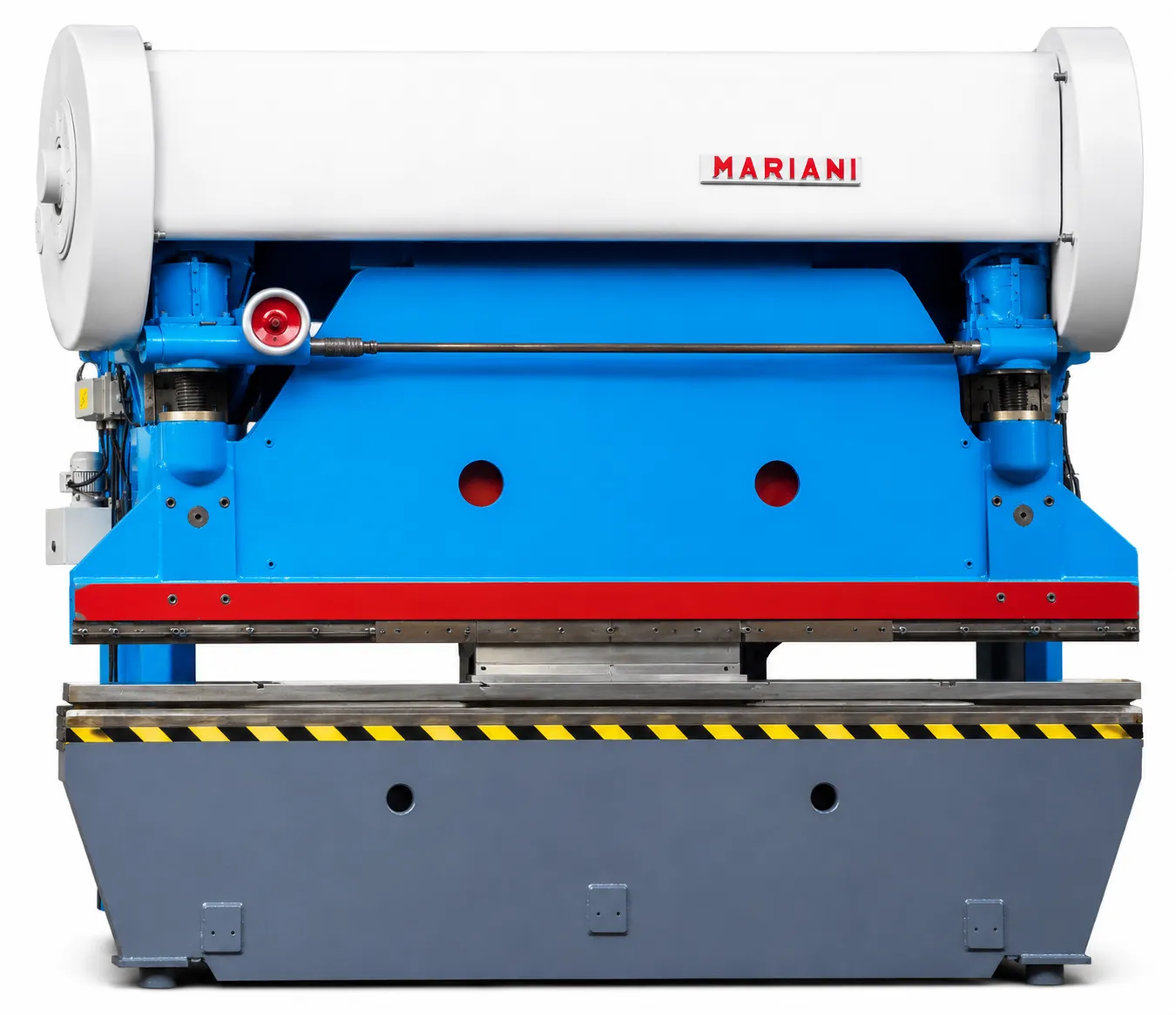
Cuándo conviene CNC
Cuando buscas precisión consistente entre operadores, piezas complejas, programación por lotes y reducción de merma por variaciones de material y retorno elástico.
Sección 4 • Capacidad
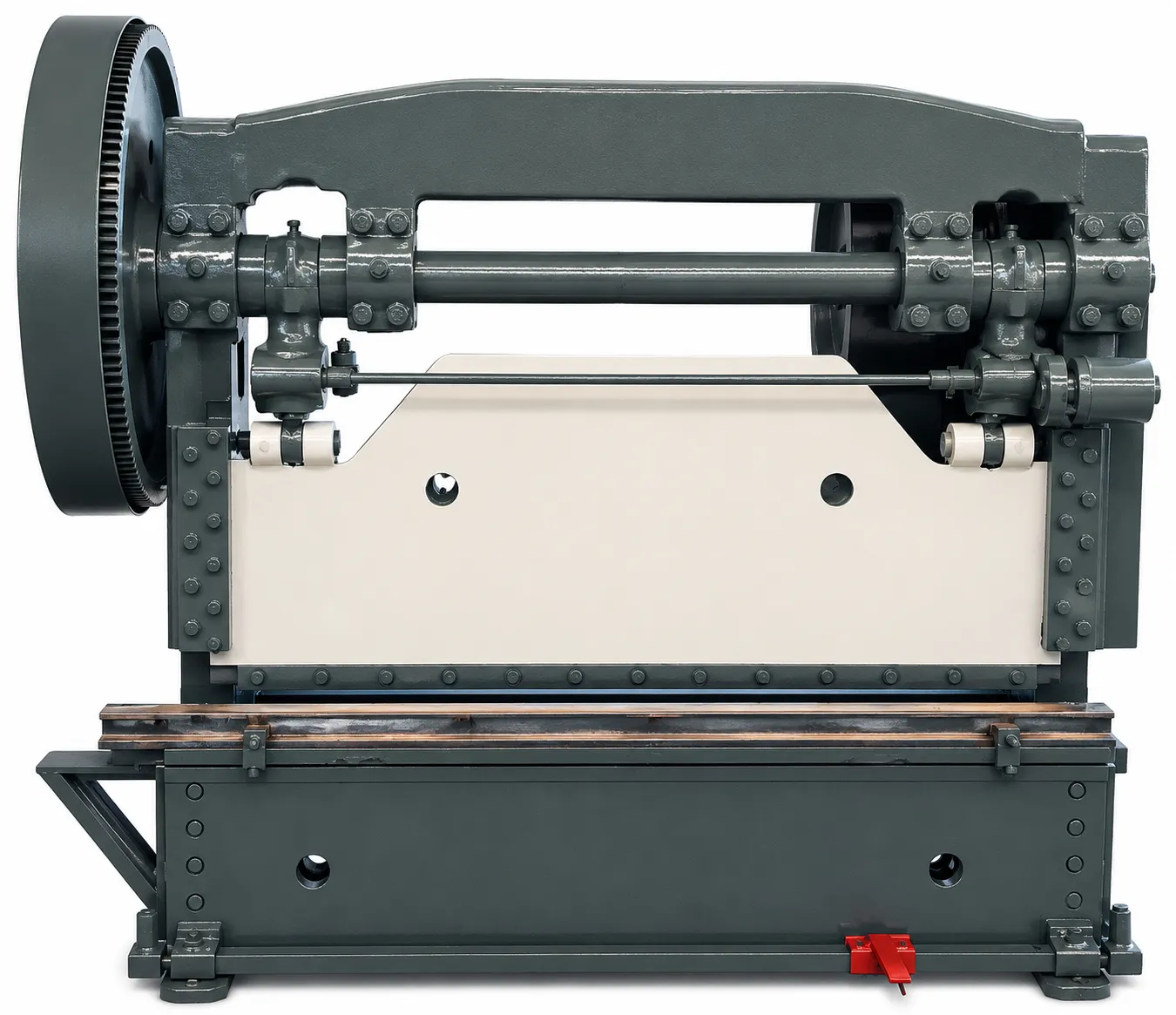
Cómo interpretar tonelaje, longitud y espesor en una dobladora industrial
El tonelaje es la “fuerza disponible”, pero la capacidad real depende de la longitud efectiva, el tipo de material y la apertura en “V” del herramental. Entender esto evita compras sobredimensionadas o insuficientes.
Tonelaje (fuerza)
Se relaciona con el espesor y la resistencia del material. En inox, por ejemplo, suele requerirse más fuerza que en acero al carbón para el mismo espesor y longitud.
Longitud útil de doblado
No es solo “longitud de cama”: considera márgenes, centrado de carga y distribución de fuerza. Doblar a máxima longitud exige mayor rigidez y alineación.
Apertura en “V” y radio
La matriz “V” impacta directamente fuerza requerida, acabado y radio interior. Seleccionar “V” incorrecta puede disparar tonelaje o deformar la pieza.
Retorno elástico
Materiales diferentes “regresan” distinto tras el doblado. Controles NC/CNC pueden compensar con mayor precisión, especialmente en lotes con variación de material.
Sección 5 • Precisión
Control (NC/CNC), ejes y herramental: lo que define la precisión y la productividad
Más allá del tonelaje, la productividad y consistencia dependen del control, la repetibilidad del backgauge, el sistema de sujeción del herramental y la facilidad de set-up.
Backgauge y ejes
El posicionamiento trasero (backgauge) controla la longitud de aleta y repetición. En CNC, más ejes permiten geometrías complejas y secuencias más rápidas con menos intervención.
Compensación y coronamiento
Para longitudes grandes, el “crowned bed” o compensación reduce variaciones de ángulo a lo largo de la pieza, mejorando consistencia en producción.
Herramental (punzón/matriz)
La disponibilidad de punzones y matrices determina radios, alturas y posibles interferencias. Un buen set de herramental acelera cambios y eleva la calidad final.
Tiempo de set-up
Cambios rápidos (quick clamp), referencias claras y recetas de máquina reducen tiempos muertos y permiten producir más por turno con menos retrabajo.
Sección 6 • FAQ
Preguntas frecuentes para comprar dobladoras de lámina industriales
Respuestas rápidas a dudas comunes sobre dobladoras hidráulicas y CNC, capacidades, precisión, operación y mantenimiento.




