Productos
Segunda mano
Servicios



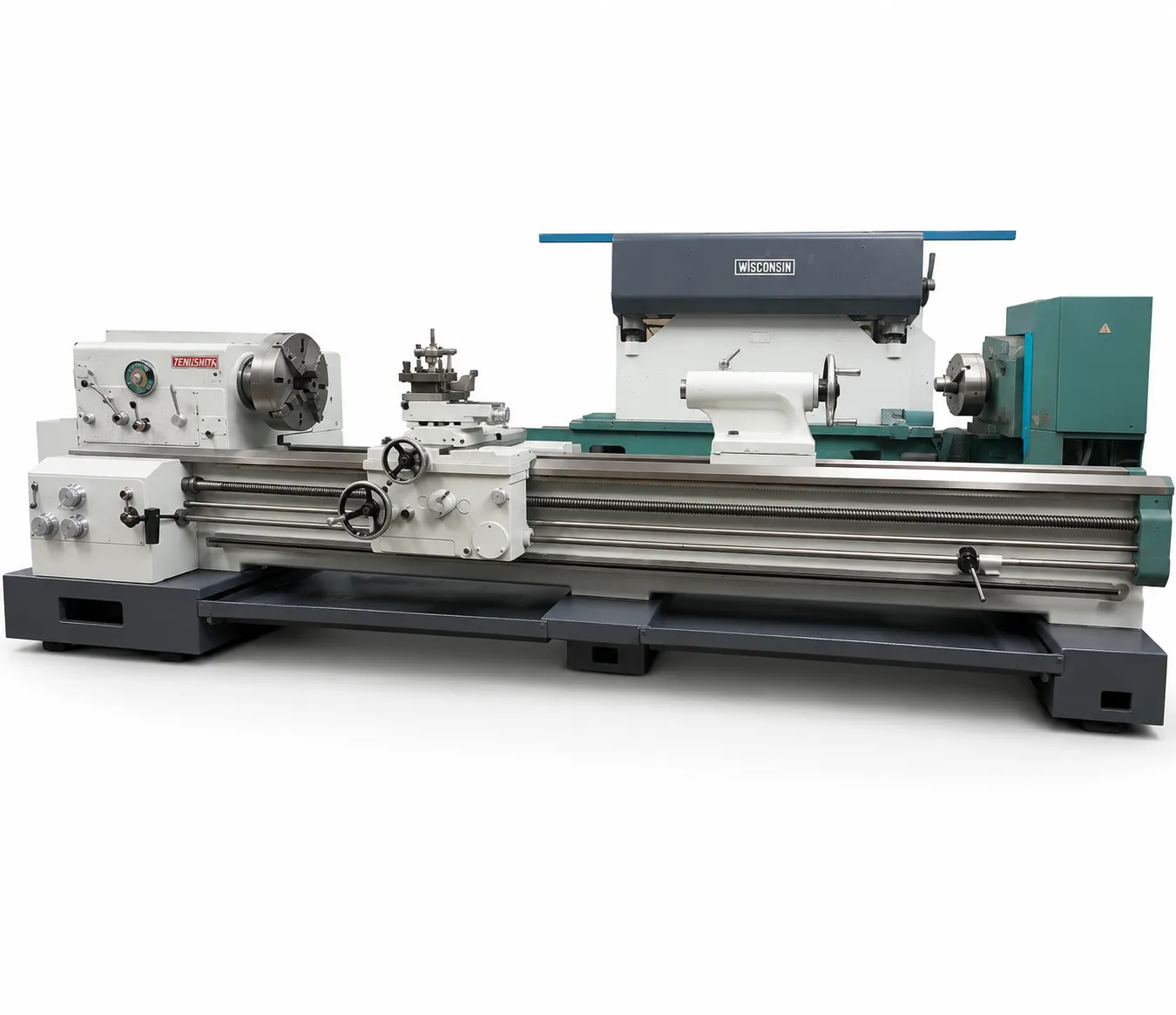
Dobladora hidráulica Mebusa de 4.17 m × 200 toneladas
 Maquinaria Internacional
Maquinaria Internacional
Características y Ventajas
Ventajas de comprar en VIAN
Dimensiones y capacidad para analizar cada aplicación
La selección de una dobladora debe considerar la resistencia del material, espesor, longitud efectiva, abertura de matriz, radio interior y secuencia de plegado.
| Especificación | Valor | Importancia técnica |
|---|---|---|
| País de origen | España | Identifica la procedencia industrial y la configuración general del equipo. |
| Marca | Mebusa-Promecam | Permite documentar fabricante y referencias de la dobladora. |
| Accionamiento | Hidráulico | Entrega la fuerza necesaria para ejecutar ciclos de plegado industrial. |
| Longitud | 4.17 m | Amplía la posibilidad de trabajar piezas largas dentro de la capacidad disponible. |
| Entre bastidores | 3.70 m | Define el espacio libre para introducir y posicionar determinados formatos. |
| Capacidad | 200 toneladas | Aporta fuerza nominal para trabajos compatibles con material y herramental. |
| Garganta | 400 mm | Brinda profundidad para posicionar piezas y realizar geometrías con retornos. |
| Carrera | 150 mm | Proporciona recorrido para alojar pieza, herramental y secuencia de plegado. |
Capacidad para piezas largas y componentes industriales
La combinación de longitud, tonelaje, garganta y carrera permite evaluar distintos procesos metalmecánicos, siempre que el cálculo de fuerza y el herramental sean compatibles.
Paneles y cubiertas
Formación de piezas largas para envolventes, protecciones y carcasas industriales.
Canales y perfiles
Producción de secciones para bastidores, estructuras, refuerzos y ensambles.
Placas dobladas
Fabricación de componentes robustos sujetos al cálculo de tonelaje requerido.
Mantenimiento industrial
Elaboración de repuestos, adaptaciones y refuerzos para reparación de maquinaria.
Trabajo de gran formato
La longitud de 4.17 m permite atender piezas extendidas, aunque el espesor admisible cambia según el largo real sometido a presión.
Geometrías con profundidad
La garganta de 400 mm favorece el posicionamiento de piezas que requieren mayor entrada, retornos o secuencias especiales.
Variables que determinan la calidad de cada doblez
La preparación del proceso ayuda a aprovechar el tonelaje disponible, controlar la geometría de la pieza y reducir correcciones durante la producción.
Analizar material y plano
Confirmar espesor, resistencia, ángulo, radio, tolerancias y longitud del doblez.
Calcular el tonelaje
Relacionar material, abertura de matriz, espesor y longitud sometida a presión.
Seleccionar herramental
Verificar perfil, longitud, capacidad, desgaste y compatibilidad de punzón y matriz.
Validar una pieza inicial
Medir el ángulo, las alas y la posición del doblez antes de producir el lote.
Factores críticos del proceso
Los materiales más resistentes incrementan la fuerza necesaria para formar la pieza.
Influye en tonelaje, radio interior y comportamiento de la lámina.
Una mayor longitud de presión demanda más fuerza durante el ciclo.
Puede requerir compensación para alcanzar el ángulo especificado.
Puntos que conviene revisar antes de integrar el equipo
La inspección debe confirmar que la condición, capacidad y dimensiones de la Mebusa corresponden con el tipo de piezas y la infraestructura disponible.
Compatibilidad con la producción
Conviene comparar las piezas de mayor exigencia contra las 200 toneladas, la longitud de 4.17 m, la garganta, la carrera y la capacidad del herramental.
Sistema hidráulico
Revisar cilindros, mangueras, conexiones, nivel de fluido, fugas y respuesta durante el recorrido.
Bastidores y mesa
Inspeccionar estructura, soldaduras, alineación, desgaste visible y reparaciones anteriores.
Cortina y guías
Confirmar movimiento uniforme, holguras, paralelismo y condición de superficies de apoyo.
Garganta y carrera
Verificar que las dimensiones sean compatibles con la geometría, el montaje y la secuencia prevista.
Herramental disponible
Documentar perfiles, longitudes, capacidad, desgaste y compatibilidad de punzones y matrices.
Instalación y maniobra
Planear cimentación, nivelación, energía, descarga, transporte y espacio para material largo.
Mantenimiento preventivo
La limpieza, lubricación, inspección de conexiones, control de fugas y revisión periódica de ajustes ayudan a conservar una operación estable. El servicio debe realizarse con aislamiento de energía y personal competente.
Información clave sobre la dobladora Mebusa-Promecam
Estas respuestas ayudan a interpretar sus especificaciones y compararlas con las necesidades del taller.