Productos
Segunda mano
Servicios





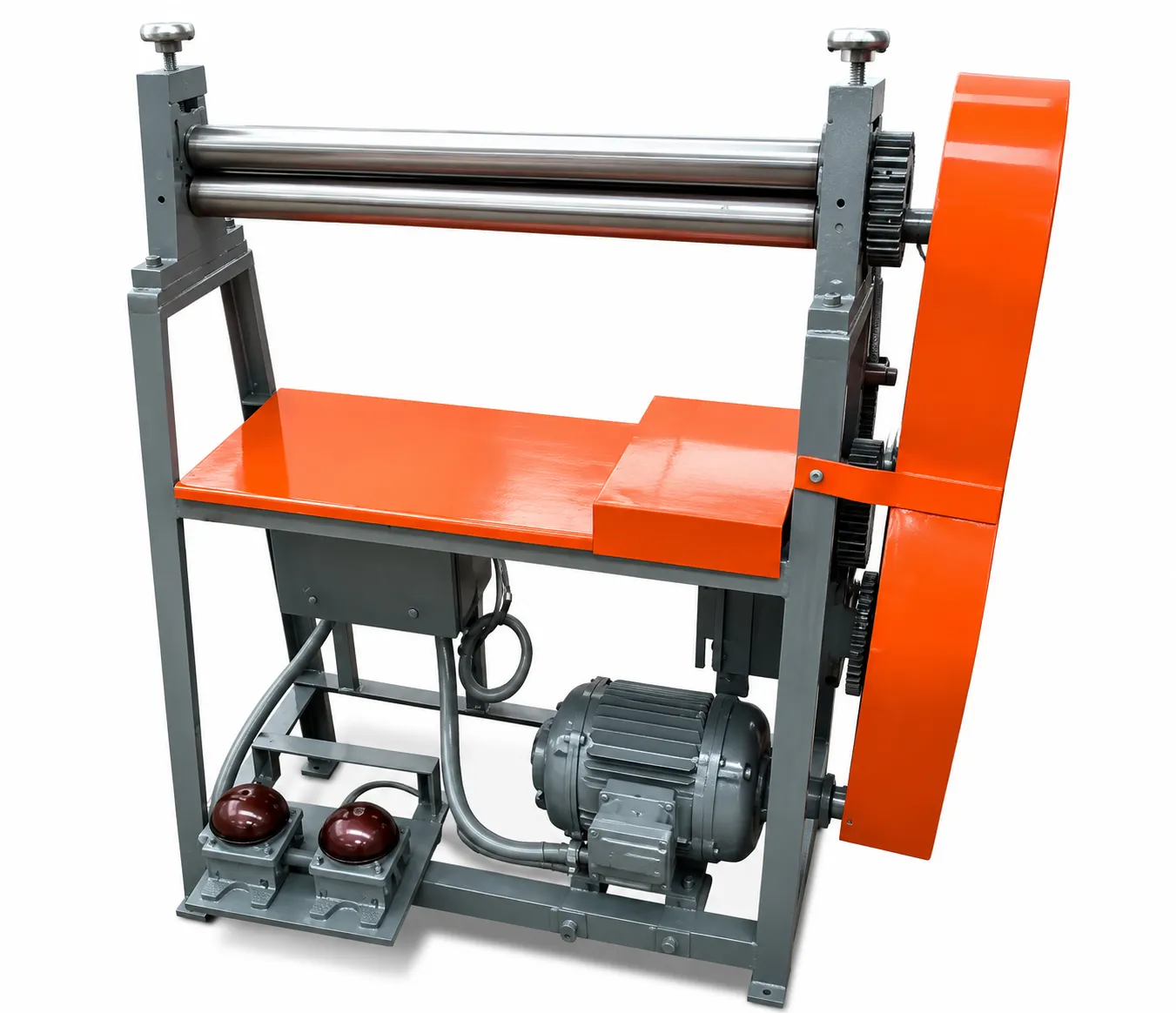
Dobladora hidráulica Diacro de 6 pies × 12 toneladas
 Maquinaria Internacional
Maquinaria Internacional
Características y Ventajas
Ventajas de comprar en VIAN
Capacidad y dimensiones para evaluar el proceso
La selección de una dobladora debe considerar el material, espesor, longitud efectiva del doblez, abertura de matriz, radio interior y geometría de la pieza.
| Especificación | Valor | Implicación operativa |
|---|---|---|
| Origen | Americana | Configuración industrial reconocida para talleres metalmecánicos. |
| Marca | Diacro | Identifica el fabricante y facilita documentar el equipo. |
| Longitud | 6 pies | Permite trabajar piezas dentro del ancho útil disponible. |
| Bastidores | 4 pies | Define la estructura principal que soporta el conjunto de plegado. |
| Capacidad | 12 ton | Debe compararse con el cálculo de fuerza requerido por cada doblez. |
| Garganta | 6 1/2 pulgadas | Aporta profundidad para posicionar piezas y realizar retornos. |
| Ajuste de cortina | Manual | Permite preparar la posición conforme al herramental y la pieza. |
| Accionamiento | Hidráulico con pedal | Libera las manos para guiar el material durante el ciclo. |
| Tope | Manual | Sirve como referencia para repetir dimensiones de plegado. |
Una dobladora hidráulica para fabricación y mantenimiento
El formato de 6 pies puede integrarse en trabajos de baja y mediana escala cuando la pieza y el cálculo de tonelaje se encuentran dentro de la capacidad del equipo.
Gabinetes y cubiertas
Formación de paneles, tapas y perfiles para envolventes metálicas y protecciones.
Soportes y ménsulas
Producción de piezas dobladas para montaje, fijación y ensamble de componentes.
Canales y perfiles
Elaboración de secciones sencillas sujetas al largo útil y la capacidad disponible.
Reparación industrial
Fabricación de repuestos, refuerzos y adaptaciones para mantenimiento de maquinaria.
Adecuada para procesos definidos
Su operación manual e hidráulica funciona mejor cuando el taller dispone de planos, secuencias de doblez, herramental correcto y criterios de inspección dimensional.
Capacidad condicionada por la pieza
La longitud total de 6 pies no significa que cualquier espesor pueda doblarse a lo largo completo; la fuerza aumenta con el material, espesor y longitud.
Control directo mediante pedal y referencias manuales
El accionamiento con pedal permite iniciar el movimiento hidráulico mientras el operador mantiene la atención en la pieza. El ajuste de cortina y el tope manual requieren una preparación ordenada para conservar dimensiones consistentes.
Verificar material y plano
Confirmar tipo de material, espesor, longitud, ángulo, tolerancia y radio solicitado.
Seleccionar herramental
Elegir punzón y matriz compatibles con el proceso, la abertura y el acabado requerido.
Ajustar cortina y tope
Preparar profundidad y referencia, realizar una prueba y corregir antes de producir el lote.
Inspeccionar las piezas
Medir ángulo, alas y posición del doblez para detectar variaciones oportunamente.
Factores que influyen en el resultado
La resistencia del acero, aluminio u otra aleación modifica la fuerza necesaria.
Influye en el tonelaje, radio interior y comportamiento de la lámina.
Una pieza más larga demanda mayor fuerza total durante el ciclo.
Puede requerir compensación para alcanzar el ángulo especificado.
Puntos para revisar antes de integrar la máquina
Una revisión técnica ayuda a relacionar las condiciones del equipo con las necesidades reales del taller, el espacio disponible y el tipo de producción previsto.
Compatibilidad del proyecto
Conviene comparar la capacidad de 12 toneladas y la longitud de 6 pies contra las piezas de mayor exigencia, sin basar la decisión únicamente en dimensiones generales.
Sistema hidráulico
Revisar mangueras, conexiones, cilindros, fugas, nivel de fluido y respuesta durante el recorrido.
Estructura y cortina
Observar bastidores, mesa, guías y alineación, buscando desgaste, deformaciones o reparaciones previas.
Pedal y controles
Confirmar que el mando responda de forma estable y que los dispositivos instalados funcionen correctamente.
Tope manual
Verificar ajuste, fijación y desplazamiento para establecer referencias confiables de posicionamiento.
Herramental incluido
Documentar perfiles, longitudes, desgaste y compatibilidad de punzones, matrices y accesorios disponibles.
Instalación y maniobras
Planear espacio, nivelación, energía, acceso para material, descarga, transporte y condiciones de seguridad.
Mantenimiento preventivo
La limpieza, lubricación, inspección de conexiones, control de fugas y revisión periódica de ajustes ayudan a conservar una operación estable. Las intervenciones deben realizarse con el equipo detenido, aislado y por personal competente.
Información clave sobre la dobladora Diacro
Estas respuestas ayudan a interpretar sus especificaciones y a compararlas con las necesidades de fabricación.