
Productos
Segunda mano
Servicios
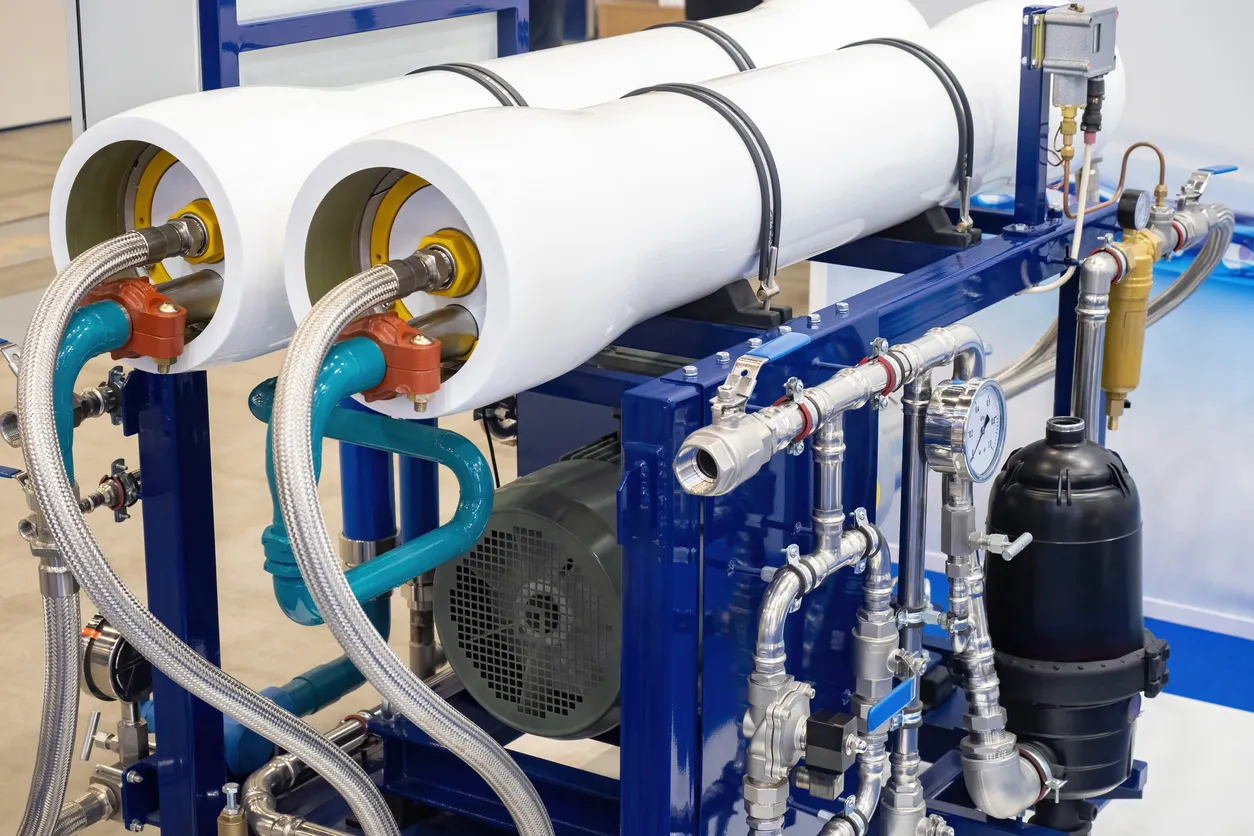
Soluciones para biofouling con ósmosis inversa
Control microbiológico para sistemas RO industriales
Resolver biofouling con ósmosis inversa requiere diseño, monitoreo y operación disciplinada
El biofouling es una de las causas más frecuentes de pérdida de caudal, aumento de presión diferencial y limpiezas repetitivas en plantas de ósmosis inversa. Cuando microorganismos, biopelícula y materia orgánica llegan a las membranas, el sistema puede perder estabilidad aunque el rechazo de sales parezca aceptable durante las primeras semanas.
Una solución profesional combina análisis de agua, selección de pretratamiento, control de nutrientes, reducción de SDI, protección de membranas y programas de limpieza compatibles con la operación real. El objetivo es sostener producción, calidad de permeado y costos operativos controlados durante toda la vida útil del sistema.
El control de biopelícula ayuda a estabilizar la producción y reduce limpiezas correctivas.
Pretratamiento e instrumentación reducen riesgo sobre membranas.
El diseño debe basarse en análisis, SDI, microbiología y operación.
Para evaluar la solución completa conviene revisar el tipo de sistema de ósmosis inversa, la ingeniería de ósmosis inversa requerida y el alcance del servicio de ósmosis inversa necesario para operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
Estos productos podrian interesarte



Cómo identificar biofouling antes de seleccionar una solución RO
El biofouling aparece cuando microorganismos y biopolímeros se adhieren a la superficie de las membranas de ósmosis inversa. No siempre inicia con un cambio evidente en conductividad; con frecuencia se detecta por incremento de presión diferencial, reducción de flujo normalizado, olor en líneas, crecimiento en cartuchos, mayor frecuencia de limpieza o variaciones en el consumo energético.
Indicadores operativos
La pérdida de flujo normalizado, el aumento de presión de alimentación y el incremento de presión diferencial por etapa ayudan a separar un problema biológico de una incrustación mineral. Para evitar diagnósticos incorrectos, estos datos deben normalizarse por temperatura, presión y salinidad.
- Monitoreo de flujo de permeado y rechazo.
- Comparación de presión diferencial por etapa.
- Revisión de conductividad y rechazo de sales.
- Historial de limpiezas CIP y recuperación posterior.
Calidad del agua de alimentación
El análisis debe incluir turbidez, SDI, TOC, hierro, manganeso, cloro, bacterias heterótrofas y condiciones del tanque de almacenamiento. En agua superficial, reciclada, residual tratada o municipal con almacenamiento prolongado, el crecimiento microbiológico puede acelerarse si hay nutrientes disponibles.
La evaluación debe conectarse con la ingeniería de ósmosis inversa para definir barreras previas al tren de membranas.
Diseño y pretratamiento para reducir carga biológica en membranas
Un diseño robusto contra biofouling no depende de una sola barrera. Debe integrar filtración, control de oxidantes, dosificación química compatible, sanitización, purgas, hidráulica adecuada y criterios de operación que eviten zonas muertas.
Elementos técnicos que deben revisarse
- Filtro multimedia, ultrafiltración o cartuchos según SDI.
- Carbón activado o bisulfito si existe cloro residual.
- Control de nutrientes y materia orgánica.
- Velocidad de flujo y recuperación por etapa.
- Tanques cerrados y ventilación sanitaria.
- Instrumentación para presión, flujo y conductividad.
- Materiales compatibles con limpieza química.
- Programa de mantenimiento preventivo.
Cuando el agua presenta alta variabilidad microbiológica, conviene revisar un sistema de ósmosis inversa diseñado con pretratamiento específico y no solo con capacidad nominal de permeado.
SDI y turbidez
Valores altos de SDI indican tendencia de ensuciamiento. Aunque el SDI no mide únicamente microorganismos, ayuda a anticipar acumulación de coloides, biomasa y sólidos finos sobre membranas.
Oxidantes
Las membranas de poliamida son sensibles al cloro; por eso cualquier estrategia de desinfección debe eliminar oxidantes antes del ingreso a RO y confirmar el residual en línea.
Limpieza CIP
La limpieza debe responder al tipo de ensuciamiento. En biofouling suelen combinarse limpiezas alcalinas, detergentes compatibles y sanitización controlada.
Operación, monitoreo y mantenimiento para controlar biofouling
La operación diaria influye directamente en la velocidad con la que se desarrolla el biofouling. Paros prolongados, enjuagues deficientes, baja velocidad de barrido, limpieza tardía, cartuchos saturados o tanques contaminados pueden generar biopelícula aun cuando el diseño inicial sea adecuado.
Normalización de datos
Registrar datos sin normalizarlos puede ocultar el problema. La temperatura, presión, salinidad y recuperación cambian el flujo aparente. La normalización permite identificar pérdidas reales y programar acciones antes de que el equipo pierda capacidad.
Lavados y preservación
Cuando la planta se detiene, las membranas no deben quedar expuestas a agua estancada sin control. Los enjuagues, preservantes y recirculaciones deben definirse conforme al tiempo de paro y a la condición microbiológica del agua.
Servicio especializado
Un servicio de ósmosis inversa permite revisar tendencias, ajustar pretratamiento, validar limpiezas y corregir fallas que generan ensuciamiento recurrente.
Señales de alerta en campo
Si la presión diferencial sube de forma gradual, los cartuchos se cambian con mayor frecuencia, el flujo de permeado cae después de paros o la limpieza recupera solo parcialmente, existe alta probabilidad de ensuciamiento biológico combinado con materia orgánica o coloides. En esos casos se debe evitar aumentar presión como solución permanente, porque puede elevar consumo energético y compactar la capa de ensuciamiento.
Criterios de compra para una solución contra biofouling en ósmosis inversa
La compra debe evaluarse por desempeño sostenido, no solo por precio inicial. Una solución adecuada debe explicar cómo controlará la entrada de microorganismos, cómo reducirá nutrientes, cómo protegerá membranas y cómo se medirá la estabilidad del sistema durante operación real.
Preguntas técnicas al proveedor
- ¿Qué datos de agua se requieren antes de diseñar?
- ¿Qué límites de SDI, turbidez y cloro se consideran para proteger membranas?
- ¿Cómo se define la frecuencia de CIP?
- ¿Qué instrumentación se incluye para monitorear presión diferencial?
- ¿Cómo se documenta la recuperación de flujo después de limpieza?
Alcance recomendado
Además del equipo, conviene revisar ingeniería, instalación, puesta en marcha, capacitación, plan de mantenimiento y disponibilidad de consumibles. Para comparar alternativas puedes consultar la categoría de servicios ósmosis inversa y contrastar alcances técnicos.
Un proveedor serio debe adaptar la solución a la fuente de agua, aplicación, calidad requerida y continuidad del proceso.
Resultado esperado
Una estrategia correcta permite reducir limpiezas no programadas, estabilizar flujo, proteger el rechazo de sales, disminuir paros y extender vida útil de membranas. En aplicaciones críticas, el valor principal no es únicamente producir agua, sino mantener la producción con calidad repetible y riesgo controlado.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
Omega Chemicals
Proveedor relacionado para evaluar soluciones, consumibles y servicios asociados a sistemas de ósmosis inversa, incluyendo soporte técnico para problemas de biofouling, control de ensuciamiento, limpieza de membranas y continuidad operativa en aplicaciones industriales.
FAQ sobre biofouling y ósmosis inversa
Estas preguntas ayudan a comparar soluciones cuando el problema principal es crecimiento microbiológico, biopelícula o ensuciamiento orgánico en membranas de ósmosis inversa.
¿Qué es el biofouling en ósmosis inversa?
Es la acumulación de microorganismos, biopelícula y sustancias orgánicas sobre la superficie de la membrana. Puede reducir el flujo, aumentar presión diferencial y provocar limpiezas frecuentes si no se controla desde el pretratamiento.
¿Cómo se diferencia de una incrustación mineral?
La incrustación mineral suele relacionarse con sales poco solubles y recuperación alta, mientras el biofouling muestra comportamiento gradual, presión diferencial creciente y recuperación parcial tras limpiezas. En muchos casos ambos problemas pueden coexistir.
¿La cloración elimina el problema?
La cloración puede ayudar en etapas previas, pero las membranas de poliamida no deben recibir cloro libre. Es necesario retirar oxidantes antes de RO y validar el residual para evitar daño irreversible en membranas.
¿Qué variables deben monitorearse?
Conviene controlar flujo normalizado, presión diferencial por etapa, presión de alimentación, conductividad, SDI, turbidez, cloro residual, estado de cartuchos, frecuencia de limpieza y condiciones de almacenamiento del agua.
¿Cuándo se requiere limpieza CIP?
La limpieza debe programarse cuando se detecta pérdida de flujo, aumento de presión diferencial o disminución de rechazo según criterios definidos. Esperar demasiado puede compactar la biopelícula y reducir la recuperación.
¿Qué debe incluir una solución profesional?
Debe incluir diagnóstico, análisis de agua, revisión del pretratamiento, parámetros de diseño, instrumentación, procedimientos de operación, programa de limpieza, mantenimiento preventivo y soporte para evaluar tendencias del sistema.
¿Dónde iniciar si el sistema ya presenta biofouling?
El primer paso es recopilar datos históricos de presión, flujo, conductividad, limpiezas y calidad del agua. Después se revisa el pretratamiento, se inspeccionan cartuchos y tanques, se normalizan datos de operación y se define una estrategia que puede incluir limpieza especializada, ajuste de químicos, corrección hidráulica y monitoreo continuo. La selección de una solución de ósmosis inversa debe considerar la causa del problema y no solo sus síntomas visibles.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.
En proyectos industriales donde el biofouling afecta el desempeño de la ósmosis inversa, la decisión de compra no debe limitarse al caudal nominal del equipo. Es necesario revisar la calidad del agua de alimentación, la variación microbiológica, el índice de ensuciamiento, la presencia de materia orgánica asimilable, las condiciones de almacenamiento y la continuidad operativa del proceso. Un sistema correctamente seleccionado considera pretratamiento, instrumentación, limpieza química, control de cloro residual antes de membranas y materiales compatibles con operación continua.


Temas que te pueden interesar
Estos productos podrian interesarte


