Productos
Segunda mano
Servicios
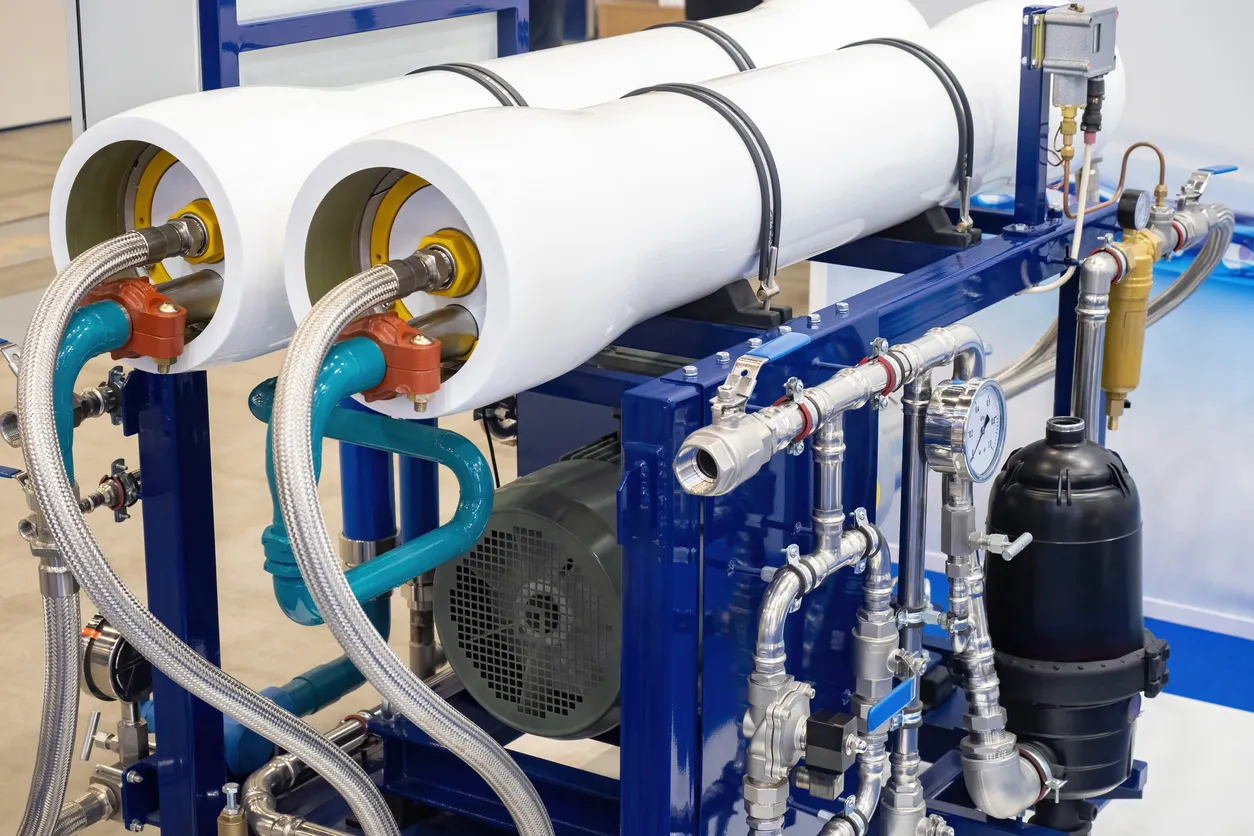
Tratamiento de agua alimentos con ósmosis inversa
Tratamiento de agua para industria alimentaria
Agua de proceso más estable para alimentos mediante ósmosis inversa
En plantas de bebidas, lácteos, salsas, panificación, conservas, hielo, ingredientes y procesos de lavado, el control del agua influye directamente en sabor, estabilidad, vida de anaquel, incrustaciones, repetibilidad de formulaciones y protección de equipos. Un sistema de ósmosis inversa para agua alimentos permite reducir sales disueltas, dureza, cloruros y variaciones de conductividad para entregar una calidad más uniforme antes de mezclas, calderas, enjuagues, formulación o servicios auxiliares.
La solución debe diseñarse con base en análisis fisicoquímico y microbiológico, caudal requerido, punto de uso, recuperación esperada, riesgos de ensuciamiento y compatibilidad sanitaria. Por eso el enfoque correcto no es instalar cualquier equipo, sino seleccionar una configuración robusta que integre pretratamiento, membranas, instrumentación, limpieza CIP, automatización y operación segura para aplicaciones alimentarias.
Índice de secciones
Para aplicaciones alimentarias, la ósmosis inversa puede integrarse como barrera de calidad para estandarizar agua de formulación, mejorar enjuagues finales, alimentar equipos de vapor o reducir la variabilidad de agua municipal, pozo o mezclas internas. El proyecto debe contemplar pruebas de agua, selección de membrana, materiales compatibles, control de presión, medición de conductividad, estrategia de sanitización y documentación operativa. Este contenido sirve como guía para evaluar una compra con criterios de ingeniería, evitando sobredimensionamientos, fallas por pretratamiento insuficiente o equipos que no cumplan con el caudal y calidad que requiere la línea de producción.
Estos productos podrian interesarte




Calidad del agua alimentos y variables que debe controlar la ósmosis inversa
El agua utilizada en alimentos no debe evaluarse solo por apariencia o potabilidad general. En producción industrial se revisan sales disueltas, dureza, alcalinidad, sílice, cloruros, conductividad, carga microbiológica, turbidez, hierro, manganeso, materia orgánica y compatibilidad con formulaciones.
Conductividad, TDS y repetibilidad de producto
La ósmosis inversa reduce una parte importante de los sólidos disueltos totales y permite que el agua alimentos tenga un perfil más estable. Esta estabilidad es relevante cuando el agua entra en bebidas, jarabes, soluciones, bases, hielos, lavados de envase, preparación de ingredientes o servicios que afectan indirectamente al producto. Una variación fuerte de conductividad puede modificar sabor, concentración, comportamiento de mezclas, incrustación en boquillas o desempeño de intercambiadores.
Antes de comprar un equipo conviene establecer la calidad de agua objetivo: conductividad máxima, caudal de permeado, recuperación aceptable, rechazo de sales esperado y límites por proceso. En algunos casos la ósmosis inversa es suficiente; en otros debe combinarse con carbón activado, suavización, ultrafiltración, luz UV, electrodesionización, tanques sanitarios o pulidores finales.
Dureza, alcalinidad y riesgo de incrustación
El calcio, magnesio, bicarbonatos y sílice pueden concentrarse dentro del sistema RO y provocar incrustación en membranas. En industria alimentaria esto representa pérdida de flujo, aumento de presión diferencial, más consumo de energía y limpiezas más frecuentes. Por eso el diseño debe revisar índice de saturación, dosis de antiincrustante, suavización previa o ajuste de pH, especialmente si la fuente tiene agua de pozo, agua municipal dura o mezcla de fuentes.
La dureza también impacta calderas, pasteurizadores, torres, lavadoras, túneles de enjuague y equipos CIP. Cuando el agua tratada alimenta servicios auxiliares, la reducción de minerales puede disminuir purgas, incrustaciones y variaciones de transferencia térmica, siempre que el sistema completo tenga control químico adecuado.
Indicadores recomendados
Para tomar una decisión técnica conviene solicitar análisis completo de agua de alimentación y definir criterios de aceptación del permeado.
También es útil considerar la variabilidad estacional. En muchas plantas la calidad del agua cambia por temporada, mantenimiento de red, lluvia, pozos alternos o mezcla con agua recuperada. Una solución de sistema de ósmosis inversa debe contemplar esos escenarios para que el desempeño sea estable y no dependa de condiciones ideales.
Diseño técnico del sistema RO para agua alimentos
El diseño de una planta para agua alimentos no inicia con el tamaño del skid, sino con el perfil de consumo, calidad requerida, operación diaria, tipo de fuente y riesgos de ensuciamiento. Una ósmosis inversa bien dimensionada integra pretratamiento, bombeo, arreglo de membranas, instrumentación, automatización, materiales y protocolo de mantenimiento.
Preguntas de ingeniería antes de seleccionar equipo
- ¿Cuál es el caudal máximo, promedio y mínimo de agua permeada que requiere la línea?
- ¿El uso es formulación, lavado, enjuague, servicios auxiliares, caldera, hielo, bebida o mezcla?
- ¿Cuál es la conductividad objetivo y qué variación máxima acepta el proceso?
- ¿La fuente tiene cloro, dureza, hierro, manganeso, turbidez, sílice o materia orgánica elevada?
- ¿El sistema debe operar por lotes, continuo, turnos intermitentes o con almacenamiento sanitario?
Pretratamiento
Puede incluir filtración multimedia, carbón activado para decloración, suavizador, dosificación química, microfiltración o ultrafiltración. Su función es proteger membranas y estabilizar la operación.
Membranas
La selección depende de salinidad, temperatura, presión disponible, rechazo requerido y compatibilidad con limpiezas. El arreglo define recuperación, flujo y presión diferencial.
Instrumentación
Debe medir presión, caudal, conductividad, temperatura y condiciones de alarma. Sin datos confiables es difícil anticipar ensuciamiento o pérdida de rechazo.
Sanitización
En alimentos se debe considerar almacenamiento, recirculación, puntos muertos, materiales sanitarios, drenabilidad y protocolos para controlar crecimiento microbiológico.
Relación entre diseño y costo total
Un equipo de menor costo inicial puede resultar caro si trabaja con recuperación inadecuada, presión excesiva, limpiezas frecuentes o paro de línea. En cambio, un proyecto diseñado con datos reales permite comparar inversión, consumo eléctrico, químicos, reemplazo de cartuchos, vida de membranas, agua de rechazo, disponibilidad operativa y facilidad de mantenimiento.
La ingeniería de ósmosis inversa debe revisar balances de masa, recuperación, rechazo, compatibilidad de materiales, calidad de agua de alimentación, especificación de permeado y estrategia de limpieza. Esto ayuda a evitar errores como instalar membranas sin pretratamiento suficiente, subdimensionar bombas, omitir protección contra cloro o no prever variaciones de temperatura.
Configuración para aplicaciones alimentarias
Cuando el agua entra en contacto directo o indirecto con producto, el sistema puede requerir acero inoxidable, tuberías sanitarias, superficies limpias, drenajes adecuados, recirculación, tanques cerrados, venteos filtrados, UV y monitoreo en línea. La decisión depende del punto de uso y de los lineamientos internos de calidad de la planta.
También es importante definir qué hacer con el concentrado. En ciertos casos puede enviarse a drenaje, reúso no crítico, prelavados o servicios auxiliares, siempre que la planta cumpla sus permisos y controles. El diseño no debe limitarse al permeado; debe considerar alimentación, rechazo, almacenamiento, distribución y retorno.
En una compra B2B, la solución debe presentarse con memoria de cálculo, diagrama de proceso, especificación de componentes, alcance de automatización, criterios de operación y recomendaciones de mantenimiento. Esto facilita comparar propuestas y seleccionar el proveedor que demuestre control técnico real.
Operación, monitoreo y mantenimiento del sistema de ósmosis inversa
La confiabilidad de un sistema RO para agua alimentos depende de rutinas de operación, registro de variables, limpiezas oportunas y control del pretratamiento. La compra debe evaluarse también por soporte técnico, capacitación y disponibilidad de consumibles.
Variables diarias
Registrar presión de alimentación, presión de concentrado, caudal de permeado, caudal de rechazo, conductividad de alimentación, conductividad de permeado, temperatura y horas de operación permite detectar desviaciones antes de que la línea pierda calidad o caudal.
El análisis debe normalizarse cuando existan cambios de temperatura o salinidad. De esta forma se distingue entre una variación normal y un problema real de ensuciamiento, compactación o deterioro de membrana.
Limpieza y sanitización
Las limpiezas químicas se programan por pérdida de flujo normalizado, aumento de presión diferencial o caída de rechazo. En alimentos también se debe evaluar control microbiológico, sanitización de tanques y recirculación de agua tratada.
Un equipo con conexiones para CIP, válvulas accesibles y procedimientos claros reduce tiempo muerto y disminuye errores durante mantenimiento.
Consumibles y soporte
Cartuchos, carbón activado, resinas, antiincrustante, químicos de limpieza, sellos, membranas y sensores deben estar contemplados desde la compra. La falta de consumibles puede convertir una falla menor en paro de producción.
El servicio de ósmosis inversa aporta diagnóstico, ajuste operativo, mantenimiento preventivo y corrección de problemas de calidad.
Riesgos comunes cuando no se mantiene el sistema
La operación adecuada también requiere capacitación del personal. El operador debe saber interpretar alarmas, tomar muestras, verificar cartuchos, revisar fugas, validar dosificación química, documentar limpiezas y detener el sistema ante condiciones fuera de especificación. Para aplicaciones alimentarias, estos registros son parte de una cultura de calidad y trazabilidad.
Criterios técnicos para decidir la compra
La selección de una solución para agua alimentos debe comparar desempeño, alcance, materiales, soporte, documentación y costo total. La propuesta más completa no siempre es la de mayor precio, sino la que demuestra que puede cumplir el caudal y la calidad de manera estable.
Para comparar proveedores conviene solicitar la misma información técnica a todos: análisis de agua usado para diseño, calidad esperada del permeado, recuperación, arreglo de membranas, consumibles, requerimientos eléctricos, dimensiones, garantías, mantenimiento y condiciones de instalación.
Lista de revisión para compra industrial
debe estar actualizado y cubrir parámetros que afectan membranas.
considerar picos, turnos, almacenamiento y crecimiento futuro.
conductividad, rechazo y límites de proceso deben ser medibles.
proteger membranas es tan importante como el RO principal.
alarmas, paro por baja presión, enjuagues y mediciones en línea.
capacidad de instalación, arranque, capacitación y mantenimiento.
Integración con la planta
Un sistema RO no trabaja aislado. Debe conectarse con cisternas, bombeo, pretratamiento, tanques de agua tratada, distribución, drenajes, energía, aire, químicos y puntos de muestreo. La instalación debe facilitar mantenimiento y evitar riesgos sanitarios, especialmente cuando el agua se emplea en formulación o contacto indirecto con producto.
También se deben revisar condiciones del sitio: espacio, ventilación, temperatura ambiente, drenaje, presión de alimentación, variaciones eléctricas, acceso para cambiar membranas y disponibilidad de agua durante limpiezas o paros.
Comparación de alternativas
La ósmosis inversa puede compararse con suavización, intercambio iónico, ultrafiltración, carbón activado, destilación o sistemas mixtos. Para alimentos, la decisión depende de la calidad deseada y del punto de uso. La RO es muy útil cuando el objetivo es reducir sales disueltas y estandarizar el agua, pero puede requerir etapas adicionales si se busca agua de muy baja conductividad o control microbiológico más estricto.
Para revisar opciones comerciales relacionadas, puede consultarse el apartado de servicios de ósmosis inversa, donde la evaluación debe centrarse en capacidad técnica, experiencia industrial y claridad del alcance.
La mejor decisión combina ingeniería, operación y soporte. En proyectos de agua para alimentos, el objetivo no es solo producir permeado, sino proteger continuidad operativa, calidad de producto, trazabilidad y eficiencia. Un proveedor sólido debe explicar por qué selecciona cada componente, qué límites tendrá el sistema y cómo se mantendrá el desempeño durante la vida útil del equipo.
Proveedor relacionado: Omega Chemicals
Omega Chemicals puede considerarse como proveedor relacionado para proyectos de tratamiento de agua mediante ósmosis inversa, servicios técnicos, diagnóstico, consumibles y soluciones orientadas a aplicaciones industriales. Para agua en alimentos, la evaluación debe revisar calidad de alimentación, calidad esperada del permeado, pretratamiento, operación, mantenimiento y soporte posterior al arranque.
Preguntas frecuentes sobre ósmosis inversa para agua alimentos
Estas respuestas ayudan a evaluar la compra de un sistema de ósmosis inversa cuando el objetivo es producir agua alimentos con calidad más estable para formulación, lavado, servicios auxiliares o procesos industriales.
¿La ósmosis inversa sirve para toda aplicación de agua en alimentos?
Sí puede ser una etapa muy útil, pero no siempre trabaja sola. Para formulación, bebidas, hielo, lavado de envases o servicios auxiliares puede reducir sales y dureza; sin embargo, según el riesgo sanitario, puede requerir carbón activado, filtración, UV, sanitización, tanques sanitarios o pulido final.
¿Qué calidad de agua se puede esperar?
Depende del análisis de alimentación, tipo de membrana, presión, temperatura y recuperación. Normalmente se busca reducir conductividad, TDS, dureza y cloruros. El valor final debe definirse como especificación de proceso antes de seleccionar el equipo.
¿Qué información se necesita para cotizar correctamente?
Se requiere análisis de agua, caudal de permeado, horas de operación, uso del agua, calidad objetivo, espacio disponible, presión de alimentación, voltaje, condiciones de drenaje y necesidad de almacenamiento. Con estos datos se puede dimensionar el sistema y el pretratamiento.
¿Qué pasa si el agua tiene cloro?
Las membranas de poliamida pueden dañarse con cloro libre. Por eso muchas soluciones incorporan carbón activado, dosificación de bisulfito o monitoreo de oxidantes antes de la ósmosis inversa. Omitir esta protección puede reducir la vida útil de las membranas.
¿El sistema elimina microorganismos?
La membrana puede rechazar muchos contaminantes, pero el control microbiológico requiere enfoque integral: pretratamiento, sanitización, diseño higiénico, almacenamiento adecuado, recirculación, UV y monitoreo. En alimentos no debe asumirse que la RO sustituye todos los controles sanitarios.
¿Cómo se sabe cuándo limpiar las membranas?
Se recomienda limpiar cuando baja el flujo normalizado, aumenta la presión diferencial o cae el rechazo de sales. La decisión debe basarse en registros de operación, no solo en percepción. Una limpieza oportuna ayuda a recuperar desempeño y proteger la inversión.
¿Conviene tratar toda el agua de la planta?
No siempre. Puede ser más eficiente separar usos críticos y no críticos. Algunas líneas requieren agua de alta calidad, mientras otros servicios pueden trabajar con agua suavizada o filtrada. Un buen diseño optimiza calidad, inversión y costo operativo.
¿Qué debe incluir una propuesta profesional?
Debe incluir alcance técnico, caudal, calidad esperada, recuperación, pretratamiento, membranas, instrumentación, automatización, requerimientos de instalación, consumibles, mantenimiento, garantías, manuales y criterios de arranque. Esto permite comparar proveedores con bases claras.
Para proyectos de agua alimentos, la decisión debe apoyarse en datos de calidad, necesidades del proceso y soporte técnico. La ósmosis inversa es una herramienta eficaz para estandarizar el agua, pero su desempeño depende de un diseño completo, operación disciplinada y mantenimiento preventivo.


Estos productos podrian interesarte