Productos
Segunda mano
Servicios
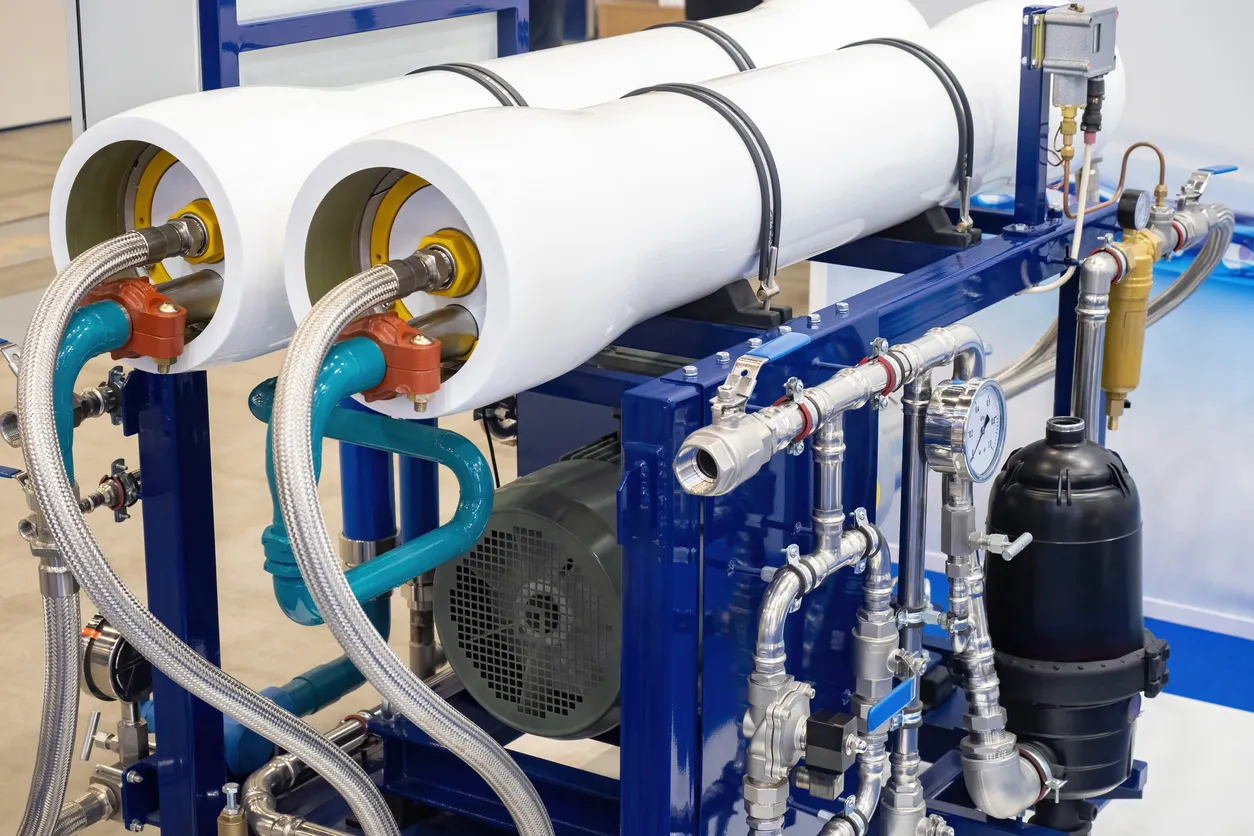
Tratamiento de agua desmineralizada con ósmosis inversa
Ósmosis inversa para producir agua desmineralizada con calidad controlada
El tratamiento de agua desmineralizada con ósmosis inversa permite reducir sales disueltas, dureza, sílice, cloruros y conductividad antes de alimentar procesos donde la estabilidad química del agua impacta directamente en calidad, continuidad operativa y vida útil de equipos.
En una planta industrial, el agua desmineralizada no debe evaluarse únicamente como “agua limpia”. Debe cumplir un perfil medible de conductividad, TDS, alcalinidad, dureza residual, sílice, hierro y materia orgánica. Por eso, un sistema RO bien seleccionado ayuda a estandarizar la calidad del suministro, reducir variaciones por temporada y disminuir el riesgo de incrustación, corrosión o contaminación iónica en aplicaciones sensibles.
La solución correcta depende del análisis del agua de alimentación, el caudal requerido, la calidad objetivo, la recuperación esperada, el régimen de operación y el nivel de pulimiento posterior. En algunos casos la ósmosis inversa trabaja como etapa principal; en otros, funciona antes de lechos mixtos, electrodeionización, suavización, carbón activado, ultrafiltración o sistemas de dosificación química.
Menor carga iónica para procesos críticos.
Selección según agua de entrada y especificación final.
Calidad estable para producción continua.
¿Dónde aporta valor?
- Alimentación de calderas y sistemas de vapor.
- Procesos químicos, farmacéuticos, cosméticos y metalmecánicos.
- Enjuagues finales, preparación de soluciones y agua de proceso.
- Pretratamiento para sistemas de pulimiento de mayor pureza.
Estos productos podrian interesarte




Parámetros que definen si el agua desmineralizada requiere ósmosis inversa
La palabra agua desmineralizada puede significar diferentes niveles de pureza según la industria. Para una caldera de baja presión, el objetivo puede ser reducir dureza y alcalinidad; para enjuagues técnicos, puede ser controlar conductividad; para preparación de soluciones, puede ser minimizar iones que afecten estabilidad del producto. Por eso la ósmosis inversa debe seleccionarse con base en una especificación cuantificable.
Los parámetros mínimos de revisión suelen incluir conductividad, TDS, dureza total, calcio, magnesio, alcalinidad, sílice, cloruros, sulfatos, hierro, manganeso, turbidez, SDI, pH, temperatura y materia orgánica. Cada variable cambia el diseño: la dureza influye en incrustación; la sílice limita recuperación; el hierro promueve ensuciamiento; la turbidez eleva el riesgo de taponamiento; la temperatura modifica caudal y presión de membrana.
| Parámetro | Importancia en RO | Decisión técnica |
|---|---|---|
| Conductividad / TDS | Define la carga salina y el rechazo requerido. | Seleccionar membrana, arreglo y etapas. |
| Dureza | Puede generar incrustación de carbonatos. | Suavización, antiincrustante o ajuste de recuperación. |
| Sílice | Limita recuperación y puede formar depósitos difíciles. | Control químico y margen de diseño conservador. |
| Hierro y manganeso | Ensucian membranas y elevan diferencial de presión. | Oxidación, filtración o remoción previa. |
| Turbidez / SDI | Indica riesgo de ensuciamiento coloidal. | Filtración multimedia, cartucho o ultrafiltración. |
Una referencia útil es partir de un sistema de ósmosis inversa dimensionado con datos reales. Sin análisis, el equipo puede quedar corto en rechazo, operar con presiones elevadas o requerir limpiezas frecuentes. La ingeniería debe anticipar variaciones de agua de entrada, ciclos de operación, temperatura ambiente, disponibilidad de drenaje y capacidad de almacenamiento.
Volver al índiceCómo se configura una planta RO para agua desmineralizada
El diseño inicia con una pregunta práctica: ¿qué calidad debe recibir el proceso y cuánta agua necesita por hora, por turno o por día? A partir de ese punto se define caudal de permeado, recuperación, número de membranas, arreglo de presión, tanque de almacenamiento, bombeo de distribución, instrumentación y estrategia de limpieza. La ósmosis inversa no es un módulo aislado; es una línea completa de tratamiento con pretratamiento, monitoreo y protección.
Caracterización
Se revisa el análisis del agua para estimar rechazo salino, potencial de incrustación y ensuciamiento. También se evalúa si el agua proviene de red, pozo, reúso o mezcla.
Pretratamiento
Se protegen membranas con filtración, carbón, suavización, dosificación o ultrafiltración según sólidos, cloro, dureza, materia orgánica y metales.
Ósmosis inversa
Se define arreglo, presión, membranas, recuperación, rechazo, recirculación y límites operativos para producir agua desmineralizada estable.
Pulimiento
Cuando se requiere menor conductividad, se integra EDI, lecho mixto, UV, membrana final o control microbiológico posterior.
En aplicaciones exigentes, la ingeniería de ósmosis inversa considera balances de masa, índice de saturación, consumo energético, calidad de rechazo, capacidad de drenaje, automatización, alarmas y facilidad de mantenimiento. Un diseño sobredimensionado eleva inversión; un diseño subdimensionado genera paro, baja calidad y reemplazo prematuro de membranas.
La decisión también debe contemplar la variabilidad del agua. En plantas que reciben agua municipal, puede existir cloro residual y cambios estacionales. En pozos, pueden aparecer dureza, sílice o hierro. En agua recuperada, pueden existir orgánicos, surfactantes o sólidos finos. En todos los casos, el sistema debe diseñarse para el peor escenario razonable, no solo para una muestra puntual.
Volver al índiceProtección de membranas para producir agua desmineralizada de forma estable
El desempeño de una planta de ósmosis inversa depende más del pretratamiento que de la membrana por sí sola. Cuando el agua de alimentación contiene cloro, sólidos, dureza, hierro, materia orgánica o microorganismos, la membrana puede perder flujo, elevar presión diferencial o reducir rechazo. Por eso se instalan barreras antes del tren RO.
- Filtración multimedia: reduce sólidos suspendidos y turbidez antes de cartuchos o membranas.
- Carbón activado: remueve cloro libre que puede dañar membranas de poliamida.
- Suavizador o antiincrustante: controla sales de calcio, magnesio, bario, estroncio y sulfatos.
- Dosificación química: ajusta pH, controla oxidantes o estabiliza recuperación.
- Filtros cartucho: retienen partículas finas antes de bomba de alta presión.
- Instrumentación: mide presión, caudal, conductividad, temperatura, ORP y alarmas de operación.
Variables de operación que deben monitorearse
El control operativo permite detectar ensuciamiento antes de que se convierta en falla. Para agua desmineralizada, se recomienda registrar presión de alimentación, presión de rechazo, presión de permeado, caudal de permeado, caudal de concentrado, conductividad de alimentación, conductividad de permeado, porcentaje de rechazo, recuperación, temperatura y horas de operación.
El análisis de tendencias es clave. Una caída gradual de flujo puede indicar incrustación o ensuciamiento orgánico. Un aumento de conductividad en permeado puede sugerir daño de membrana, fuga de sellos o operación fuera de rango. Un incremento de diferencial de presión puede revelar taponamiento en canales de alimentación. Estos datos permiten decidir limpiezas CIP, ajustes químicos o revisión mecánica.
Cuando el agua final alimenta procesos sensibles, el sistema puede incluir alarmas por alta conductividad, paro por baja presión, válvulas automáticas de rechazo al drenaje durante arranque, recirculación a tanque y control por nivel. La automatización evita enviar agua fuera de especificación al proceso.
Un servicio de ósmosis inversa especializado ayuda a revisar operación, limpieza, reemplazo de consumibles y diagnóstico cuando el agua desmineralizada no cumple la calidad objetivo. La estabilidad no depende solo de instalar el equipo, sino de mantenerlo dentro de parámetros.
Volver al índiceCriterios para seleccionar ósmosis inversa para agua desmineralizada
Antes de comprar un equipo, conviene comparar propuestas con criterios técnicos equivalentes. No basta revisar precio, capacidad nominal o número de membranas. La propuesta debe indicar calidad de agua esperada, recuperación, rechazo, consumo eléctrico, materiales, instrumentación, pretratamiento, automatización, servicios requeridos y condiciones de operación. También debe aclarar qué supuestos se tomaron para el diseño.
Datos de entrada indispensables
Análisis completo del agua, temperatura mínima y máxima, caudal requerido, horas de operación, calidad final deseada, presión disponible, espacio, energía, drenaje y restricciones del proceso.
Alcance del suministro
Definir si incluye pretratamiento, membranas, skids, tuberías, tanques, bombas, tablero, sensores, instalación, arranque, capacitación, consumibles y documentación técnica.
Calidad garantizada
La calidad de permeado debe expresarse en conductividad, TDS o parámetros específicos. Si se requiere agua ultrabaja en sales, se debe considerar pulimiento adicional.
Soporte posterior
Evaluar disponibilidad de refacciones, membranas, químicos, cartuchos, servicio técnico, limpiezas, diagnóstico y acompañamiento de operación.
La página de servicios de ósmosis inversa permite integrar necesidades de diseño, instalación, mantenimiento y soporte para plantas que producen agua desmineralizada. En proyectos industriales, la mejor decisión suele ser la que reduce riesgo operativo durante todo el ciclo de vida, no la que únicamente reduce la inversión inicial.
Para justificar la compra, es recomendable estimar beneficios como menor consumo de químicos en calderas, reducción de purgas, protección de intercambiadores, menor variabilidad en formulaciones, mejora de enjuagues, menos incrustación y menor frecuencia de paro por calidad de agua. Estos beneficios deben relacionarse con indicadores reales: conductividad de producto, frecuencia de limpieza, presión de operación, rechazo salino, caudal producido y costo de mantenimiento.
Volver al índice
Proveedor relacionado
Omega Chemicals
Omega Chemicals puede apoyar en la evaluación, suministro y servicio de soluciones relacionadas con ósmosis inversa para agua desmineralizada, considerando calidad requerida, operación industrial, mantenimiento y soporte técnico.
Volver al índice
FAQ sobre ósmosis inversa para agua desmineralizada
Estas preguntas ayudan a evaluar si una planta de ósmosis inversa es adecuada para producir agua desmineralizada en aplicaciones industriales, considerando calidad final, operación, mantenimiento y criterios de compra.
Sí. La ósmosis inversa reduce una alta proporción de sales disueltas, dureza, alcalinidad, sílice y otros iones. Dependiendo de la calidad objetivo, puede ser suficiente como tratamiento principal o puede requerir una etapa de pulimiento posterior.
El agua suavizada reduce principalmente calcio y magnesio, pero conserva otras sales disueltas. El agua desmineralizada busca una reducción más amplia de iones, por lo que la ósmosis inversa es una alternativa más completa cuando se requiere baja conductividad.
Se recomienda contar con conductividad, TDS, dureza, alcalinidad, sílice, cloruros, sulfatos, hierro, manganeso, turbidez, SDI, pH, temperatura y caudal requerido. Con estos datos se define pretratamiento, membranas, recuperación y calidad esperada.
Requiere mantenimiento preventivo programado: cambio de cartuchos, revisión de presión, limpieza de filtros, monitoreo de conductividad, calibración de instrumentos y limpiezas CIP cuando las tendencias operativas lo indiquen.
Cuando el proceso exige conductividades muy bajas o control específico de iones, se puede integrar electrodeionización, lecho mixto, UV, filtración final u otra etapa de alta pureza después del permeado RO.
Puede deberse a membranas dañadas, sellos mal instalados, operación fuera de presión, recuperación excesiva, ensuciamiento, temperatura elevada, mezcla con agua sin tratar o falta de rechazo inicial durante arranque.
La respuesta técnica siempre debe validarse con análisis de agua, caudal requerido y especificación del proceso. Una misma planta puede producir resultados diferentes si cambia la calidad de alimentación, la temperatura, la recuperación o el mantenimiento. Por eso, antes de adquirir un sistema RO, es conveniente definir límites aceptables de conductividad, rechazo salino, consumo de químicos, frecuencia de limpieza y soporte posterior.
Volver al índice

Temas que te pueden interesar
Estos productos podrian interesarte