
Productos
Segunda mano
Servicios
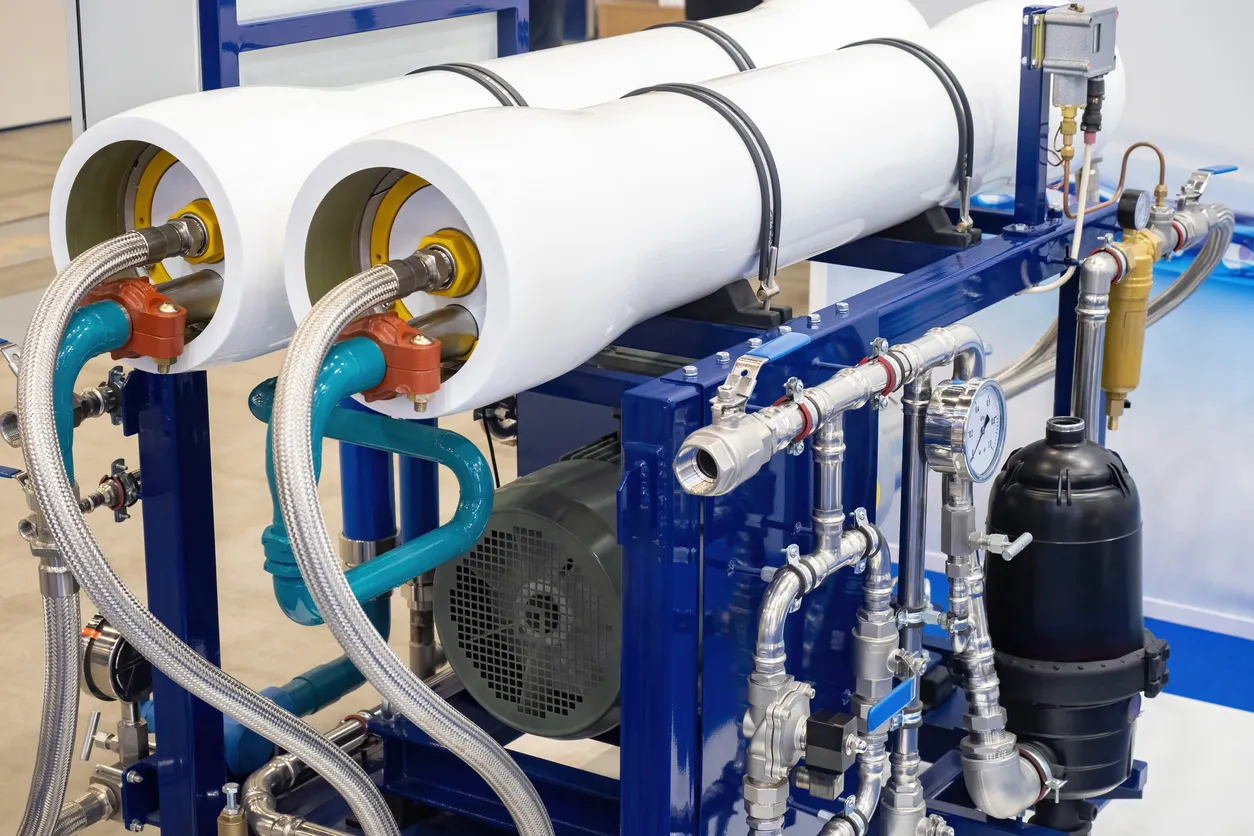
Tratamiento de agua reciclada con ósmosis inversa
Tratamiento avanzado de agua reciclada con ósmosis inversa para procesos que requieren calidad estable
El agua reciclada puede convertirse en una fuente estratégica para reducir consumo de agua fresca, estabilizar la operación y mejorar la continuidad de procesos industriales. Sin embargo, su composición suele ser variable: puede contener sales disueltas, materia orgánica residual, color, surfactantes, sílice, dureza, sólidos finos, microorganismos, aceites trazas o contaminantes provenientes del proceso previo. Por eso, un sistema de ósmosis inversa no debe seleccionarse únicamente por caudal; debe diseñarse con base en análisis de agua, pretratamiento, recuperación objetivo, calidad de permeado y condiciones reales de operación.
En aplicaciones industriales, tratar agua reciclada mediante ósmosis inversa permite obtener un permeado de menor conductividad para alimentación de calderas, torres de enfriamiento, lavado, enjuague, servicios auxiliares o procesos donde la calidad del agua impacta directamente en incrustación, corrosión, manchas, vida útil de equipos y consumo químico. La clave está en integrar ingeniería, membranas adecuadas, control de ensuciamiento, monitoreo operativo y mantenimiento preventivo.
Índice de secciones
Contenido técnico de la página
1. Visión comercial y aplicaciones ↴ 2. Calidad del agua y variables críticas ↴ 3. Pretratamiento e ingeniería del sistema ↴ 4. Criterios de selección y operación ↴ 5. Compra, mantenimiento y soporte ↴ 6. Preguntas frecuentes ↴Esta guía está pensada para compradores, ingenieros de planta, mantenimiento, producción y usuarios industriales que evalúan ósmosis inversa para recuperar y reutilizar agua tratada.
Por qué la ósmosis inversa es una solución relevante para agua reciclada
Cuando una planta busca reutilizar agua de proceso, agua tratada de PTAR, purgas, efluentes acondicionados o corrientes de recuperación, necesita una tecnología capaz de reducir la carga salina y entregar una calidad más predecible. La ósmosis inversa funciona como una barrera de separación por membrana que retiene una parte importante de sales disueltas, dureza, sulfatos, cloruros, nitratos, metales y otros compuestos que no siempre se eliminan con filtración convencional. Para agua reciclada, esta capacidad es especialmente valiosa porque el origen del agua puede cambiar por turnos, lotes, temporada, descargas de proceso o variaciones en limpieza industrial.
Un sistema bien diseñado ayuda a transformar una corriente variable en un recurso útil para operaciones que necesitan estabilidad. En lugar de tratar el reúso como una solución genérica, se evalúa qué calidad se requiere en el punto de consumo, qué contaminantes limitan la aplicación, qué recuperación es segura, qué pretratamiento evita ensuciamiento y qué instrumentos permiten operar con control. Esta visión reduce riesgos de selección incorrecta y facilita comparar alternativas de inversión con argumentos técnicos.
La página integra criterios para entender cuándo conviene usar ósmosis inversa en agua reciclada, qué revisar antes de comprar, cómo dimensionar el sistema, qué componentes son críticos y qué soporte técnico conviene solicitar. También incluye interlinks hacia recursos especializados de MarketB2B sobre sistema de ósmosis inversa, ingeniería de ósmosis inversa, servicio de ósmosis inversa y servicios de ósmosis inversa.
Usos frecuentes
- Reúso en torres de enfriamiento.
- Agua de alimentación para calderas.
- Lavado y enjuague industrial.
- Procesos con control de conductividad.
- Reducción de descarga y consumo de agua fresca.
Estos productos podrian interesarte



Variables críticas al tratar agua reciclada con ósmosis inversa
Antes de seleccionar una planta de ósmosis inversa para agua reciclada, es indispensable conocer la composición real de la corriente que se desea reutilizar. A diferencia del agua municipal o de pozo, el agua reciclada puede presentar fluctuaciones importantes por cambios de producción, descargas de limpieza, variación de pH, presencia de agentes orgánicos, arrastre de sólidos, aceites, colorantes, detergentes, nutrientes o subproductos del tratamiento biológico. Estas variaciones pueden afectar directamente la presión diferencial, el flujo de permeado, el rechazo de sales y la frecuencia de limpieza CIP.
El análisis de agua debe considerar parámetros inorgánicos, orgánicos y microbiológicos. La conductividad y los TDS ayudan a estimar la carga salina; la dureza, sulfatos, sílice y alcalinidad permiten evaluar riesgo de incrustación; el SDI, turbidez y sólidos suspendidos muestran la tendencia a ensuciamiento particulado; el TOC, DQO o DBO ayudan a comprender la carga orgánica; y la presencia microbiológica permite definir si se requiere desinfección previa o control de biofouling. No basta con un análisis puntual si la corriente cambia durante el día; cuando el proceso es variable, conviene revisar históricos, muestreos compuestos y escenarios de máxima carga.
Sales disueltas
Definen presión osmótica, rechazo esperado, conductividad del permeado y límites de recuperación segura.
Materia orgánica
Puede acelerar ensuciamiento, generar biopelícula, aumentar limpiezas y afectar estabilidad de operación.
Sílice y dureza
Son factores clave para evitar incrustación, pérdida de flujo y aumento de presión en membranas.
SDI y turbidez
Indican si el pretratamiento es suficiente para proteger la superficie de las membranas.
| Parámetro | Importancia técnica | Decisión asociada |
|---|---|---|
| Conductividad / TDS | Permite estimar calidad de permeado y presión requerida. | Selección de membrana, arreglo y bomba de alta presión. |
| SDI / turbidez | Evalúa riesgo de ensuciamiento por partículas finas. | Filtración multimedia, cartuchos, ultrafiltración o ajustes de operación. |
| Dureza, sulfatos, sílice | Determina potencial de incrustación en concentración. | Antiincrustante, suavización, dosificación ácida o recuperación objetivo. |
| TOC, DQO, microbiología | Indica riesgo de biofouling y ensuciamiento orgánico. | Desinfección controlada, carbón activado, UF, limpieza y sanitización. |
Cuando se trata agua reciclada, el objetivo técnico no siempre es obtener la máxima recuperación posible. En muchos casos, una recuperación moderada y estable resulta más rentable que forzar el sistema y provocar incrustación, limpiezas frecuentes o reemplazo prematuro de membranas. Por eso, el diseño debe equilibrar calidad del permeado, volumen recuperado, estabilidad operativa, consumo de energía, costo químico y facilidad de mantenimiento.
La ingeniería del pretratamiento define la vida útil de la ósmosis inversa
En proyectos de reúso, la membrana de ósmosis inversa no debe recibir el agua reciclada sin protección previa. El pretratamiento es la etapa que acondiciona la corriente para reducir sólidos, coloides, oxidantes, aceites, microorganismos, dureza, hierro, manganeso, materia orgánica y otros compuestos que podrían dañar o ensuciar la membrana. Un diseño deficiente puede ocasionar caída de flujo, aumento de presión diferencial, pérdida de rechazo, paros no programados y costos de limpieza superiores al ahorro esperado por reutilizar agua.
El tren de pretratamiento puede incluir ecualización, ajuste de pH, coagulación, clarificación, filtración multimedia, carbón activado, suavización, dosificación de antiincrustante, ultrafiltración, microfiltración, cartuchos de seguridad y control de cloro libre. La selección depende del origen del agua reciclada y del uso final del permeado. En corrientes con alta variabilidad, los tanques de homogenización y el monitoreo en línea son tan importantes como la membrana, porque permiten amortiguar picos de carga y proteger el sistema.
Componentes comunes en un sistema para agua reciclada
Ecualización y bombeo
Ayuda a estabilizar caudal, pH y carga contaminante antes de entrar al tren de tratamiento. Es útil cuando la generación de agua reciclada no coincide con el consumo.
Filtración primaria
Reduce sólidos suspendidos, turbidez y partículas que pueden elevar el SDI. Puede incluir multimedia, discos, bolsas o tecnologías más robustas según el caso.
Control químico
El ajuste de pH, antiincrustante, decloración y control microbiológico protegen membranas y mantienen condiciones de operación más estables.
Ultrafiltración o cartuchos
En aguas recicladas exigentes, la ultrafiltración puede mejorar la protección contra coloides y microorganismos antes de la ósmosis inversa.
Módulo RO
Incluye bomba de alta presión, portamembranas, membranas, instrumentación, válvulas, recuperación y descarga de rechazo.
Instrumentación
Medición de presión, caudal, conductividad, ORP, pH y temperatura permite diagnosticar desviaciones y tomar decisiones de mantenimiento.
Para evaluar un sistema de ósmosis inversa en agua reciclada, conviene solicitar un alcance técnico que describa pretratamiento, materiales de construcción, calidad esperada, recuperación, consumo eléctrico, consumibles, lógica de control, seguridad de operación y condiciones de garantía. Si el proveedor solo ofrece capacidad nominal sin revisar análisis del agua, existe riesgo de adquirir un equipo que funcione en arranque pero no sea estable en operación continua.
La ingeniería de ósmosis inversa debe contemplar escenarios de variación y no únicamente condiciones promedio. En agua reciclada, los picos de carga son relevantes porque pueden generar ensuciamiento irreversible si no existen barreras de protección. También debe definirse qué ocurrirá con el concentrado: descarga, recirculación parcial, tratamiento adicional o integración con otra corriente. Esta decisión influye en permisos, costos, balance hídrico y sustentabilidad del proyecto.
Criterios para comparar alternativas antes de comprar una planta de ósmosis inversa
La compra de una planta de ósmosis inversa para agua reciclada debe evaluarse como un proyecto de proceso, no como la adquisición aislada de un equipo. Dos propuestas con el mismo caudal nominal pueden tener resultados muy distintos si cambian el arreglo de membranas, la recuperación, el pretratamiento, la instrumentación, la automatización, el tipo de membrana, los materiales o el soporte técnico. Para tomar una decisión sólida, se recomienda comparar la calidad del permeado garantizada, la tolerancia a variaciones del agua, la estrategia de limpieza, el consumo energético, el costo de consumibles y la facilidad para operar el sistema por personal de planta.
Calidad requerida
Defina conductividad, dureza, sílice, cloruros o parámetros críticos del permeado según el punto de uso. El objetivo no siempre es agua ultrapura; debe ser la calidad necesaria para el proceso.
Recuperación segura
Una recuperación alta reduce rechazo, pero aumenta concentración de sales y riesgo de incrustación. Debe definirse con análisis químico y límites de solubilidad.
Operabilidad
El sistema debe ser fácil de arrancar, lavar, monitorear y proteger ante desviaciones. Alarmas, válvulas, sensores y registros son parte de la inversión.
También es importante evaluar la compatibilidad con la infraestructura existente. La planta requiere alimentación eléctrica, presión de entrada, espacio, drenaje de concentrado, tanque de agua tratada, línea de permeado, ventilación, acceso para mantenimiento y disponibilidad de químicos. Si el proyecto forma parte de una estrategia de reducción de consumo de agua, conviene integrar el balance hídrico de la planta para estimar el ahorro real, el retorno de inversión y los límites de operación.
En aplicaciones con agua reciclada, la operación debe basarse en datos normalizados. El flujo de permeado puede variar por temperatura, presión, conductividad y ensuciamiento; por eso se recomienda monitorear tendencias y no solo valores instantáneos. Un aumento gradual de presión diferencial, caída de flujo normalizado o pérdida de rechazo puede indicar ensuciamiento, incrustación o daño de membrana. Estos datos permiten programar mantenimiento antes de que el sistema llegue a falla.
Preguntas técnicas para el proveedor
- ¿La propuesta está basada en análisis completo del agua reciclada?
- ¿Qué recuperación se recomienda y por qué?
- ¿Qué calidad de permeado se espera en operación estable?
- ¿Qué pretratamiento protege la membrana ante variaciones?
- ¿Qué instrumentos se incluyen para monitoreo y diagnóstico?
- ¿Cuál es la frecuencia estimada de limpieza y cambio de consumibles?
Riesgos de una mala selección
- Ensuciamiento rápido y pérdida de producción.
- Consumo químico mayor al presupuestado.
- Membranas dañadas por cloro, oxidantes o incrustación.
- Permeado fuera de especificación para el proceso.
- Paros no programados por falta de instrumentación.
- Concentrado sin ruta clara de manejo o descarga.
Un buen proyecto debe incluir documentación técnica, recomendaciones de operación, criterios de arranque, parámetros de control, manuales, rutina de mantenimiento y soporte posterior. La inversión no termina con la instalación: el desempeño depende de seguimiento, limpieza, calibración, consumibles y capacitación. Para este punto puede ser útil revisar alternativas de servicio de ósmosis inversa y comparar proveedores que puedan atender diagnóstico, mantenimiento, refacciones y optimización.
Cómo estructurar una especificación técnica para solicitar cotización
Para obtener propuestas comparables, el comprador debe proporcionar información mínima sobre el origen del agua reciclada, caudal requerido, horas de operación, calidad deseada, uso final, espacio disponible, servicios auxiliares y restricciones de descarga. Si no se comparte esta información, los proveedores pueden cotizar equipos con supuestos diferentes y la comparación se vuelve poco confiable. En proyectos industriales, conviene solicitar que la propuesta indique claramente capacidades, límites y exclusiones.
Una especificación técnica debe incluir análisis de agua, caudal promedio y máximo, temperatura, variación esperada de conductividad, pH, turbidez, SDI, dureza, sílice, cloruros, sulfatos, hierro, manganeso, TOC o DQO cuando aplique. También debe definir si el equipo operará de forma continua, por lotes o con demanda variable. Para agua reciclada, es recomendable describir el tratamiento previo existente, por ejemplo clarificador, PTAR, filtro, suavizador, desinfección o tanque de ecualización.
Al comparar cotizaciones, no se debe elegir únicamente por precio inicial. Un sistema más económico puede resultar más caro si requiere limpiezas frecuentes, cambia membranas antes de tiempo o no entrega la calidad necesaria. La evaluación debe considerar costo total de operación: energía, químicos, filtros, membranas, mantenimiento, mano de obra, paros, rechazo generado y vida útil. Si el permeado alimentará un proceso sensible, también debe considerarse el costo de producir fuera de especificación.
Los enlaces internos pueden ayudar a profundizar el análisis técnico: revisar servicios de ósmosis inversa permite ubicar soluciones relacionadas con ingeniería, instalación, diagnóstico, mantenimiento, limpieza y soporte. Para proyectos de reúso, el acompañamiento técnico es relevante porque el agua reciclada requiere seguimiento y ajustes después del arranque.
Checklist de compra
- Análisis de agua representativo y actualizado.
- Definición del uso final del permeado.
- Caudal requerido por hora y por día.
- Recuperación objetivo y manejo del concentrado.
- Pretratamiento propuesto y justificación técnica.
- Materiales compatibles con la corriente.
- Instrumentación de presión, caudal, pH y conductividad.
- Plan de limpieza CIP, consumibles y refacciones.
- Capacitación, arranque y soporte postventa.
- Condiciones de garantía y límites de operación.
Resultado esperado
Una propuesta bien estructurada debe explicar cómo el sistema convierte agua reciclada en una fuente útil, estable y controlada para el proceso, sin ocultar los límites técnicos de operación.
Mantenimiento y seguimiento después del arranque
La estabilidad de una planta de ósmosis inversa para agua reciclada depende del seguimiento operativo. Se recomienda registrar presiones, flujos, conductividad, temperatura, horas de operación, dosificación química, cambios de cartucho y eventos de limpieza. Con estos datos se pueden normalizar tendencias y detectar desviaciones. El mantenimiento preventivo incluye inspección de bombas, válvulas, sensores, cartuchos, líneas de dosificación, tanques, sellos, tableros y rutinas de limpieza. Cuando el sistema opera con agua reciclada, también debe vigilarse la carga orgánica y microbiológica porque puede cambiar rápidamente.
Las limpiezas químicas deben realizarse cuando las tendencias lo indiquen, no únicamente por calendario. Una limpieza tardía puede permitir compactación de suciedad o incrustación difícil de remover; una limpieza innecesaria incrementa costo químico y exposición de membranas. Por eso, los criterios de mantenimiento deben quedar definidos desde la etapa de compra. El proveedor debe indicar qué condiciones invalidan garantías, qué químicos son compatibles y qué parámetros obligan a detener el sistema para protección.
En resumen, la ósmosis inversa aplicada a agua reciclada es una alternativa poderosa para reúso industrial, pero requiere análisis, ingeniería y soporte. Cuando se diseña correctamente, puede reducir consumo de agua fresca, mejorar la calidad de procesos, disminuir descargas y apoyar metas de sostenibilidad. Cuando se selecciona sin caracterización ni pretratamiento, puede convertirse en un equipo problemático. La diferencia está en tratar el proyecto como una solución integral de tratamiento de agua.
Omega Chemicals
Omega Chemicals se integra como proveedor relacionado para proyectos donde se requiere evaluar soluciones, productos o servicios asociados a tratamiento de agua, ósmosis inversa, operación, mantenimiento y soporte técnico. En aplicaciones con agua reciclada, contar con un proveedor especializado ayuda a revisar condiciones de alimentación, pretratamiento, protección de membranas, consumibles, limpieza, diagnóstico y continuidad operativa.
Para proyectos industriales, se recomienda compartir análisis de agua, caudal requerido, calidad objetivo del permeado, uso final y condiciones de operación para que la revisión técnica sea más precisa.
Preguntas frecuentes sobre ósmosis inversa para agua reciclada
Estas respuestas ayudan a evaluar si un sistema de ósmosis inversa es adecuado para tratar agua reciclada en aplicaciones industriales. La decisión final debe basarse en análisis de agua, pruebas de tratabilidad cuando sean necesarias y especificación clara del uso final del permeado.
¿La ósmosis inversa puede tratar cualquier agua reciclada?
Puede tratar muchas corrientes de agua reciclada, pero no todas deben entrar directamente a membranas. Si existen sólidos, aceites, alta carga orgánica, oxidantes, dureza elevada o variación extrema, se requiere pretratamiento. La viabilidad depende del análisis del agua y de la calidad requerida para el proceso.
¿Qué calidad de permeado se puede obtener?
La calidad depende de la composición del agua reciclada, tipo de membrana, presión, recuperación, temperatura y arreglo del sistema. Normalmente se busca reducir conductividad, sales, dureza y contaminantes disueltos para cumplir el punto de uso. Para aplicaciones críticas puede requerirse pulido adicional.
¿Cuál es el principal riesgo al reutilizar agua tratada con RO?
El riesgo principal es el ensuciamiento o incrustación de membranas por mala caracterización, pretratamiento insuficiente o recuperación excesiva. Esto provoca caída de flujo, mayor presión, limpiezas frecuentes y menor vida útil. Por eso la ingeniería previa es fundamental.
¿Qué parámetros se deben analizar antes de cotizar?
Se recomienda revisar conductividad, TDS, pH, alcalinidad, dureza, calcio, magnesio, sílice, sulfatos, cloruros, hierro, manganeso, turbidez, SDI, TOC, DQO, DBO, microbiología y temperatura. En agua reciclada también conviene conocer variaciones por turno o proceso.
¿Se necesita ultrafiltración antes de la ósmosis inversa?
No siempre, pero puede ser recomendable cuando el agua reciclada presenta coloides, sólidos finos, microorganismos o variación de turbidez. La ultrafiltración protege a la ósmosis inversa y puede reducir limpiezas, aunque aumenta inversión inicial y requiere mantenimiento propio.
¿Cómo se maneja el rechazo o concentrado?
El concentrado contiene las sales y contaminantes retenidos. Puede enviarse a descarga autorizada, tratamiento adicional, mezcla con otras corrientes o manejo interno según regulación y balance hídrico. Esta decisión debe definirse antes de comprar el equipo.
¿Cada cuánto se limpian las membranas?
La frecuencia depende de la calidad del agua, pretratamiento y operación. Se recomienda limpiar cuando las tendencias normalizadas muestran caída de flujo, aumento de presión diferencial o pérdida de rechazo. Limpiar solo por calendario puede ser insuficiente o innecesario.
¿Qué información debe recibir el proveedor?
Debe recibir análisis de agua, caudal, horas de operación, calidad objetivo, uso final del permeado, infraestructura disponible, tratamiento existente y restricciones de descarga. Con esa información puede proponer un sistema más confiable y comparable.
Para profundizar, consulta recursos sobre sistema de ósmosis inversa, ingeniería de ósmosis inversa, servicio de ósmosis inversa y servicios de ósmosis inversa.


Temas que te pueden interesar
Estos productos podrian interesarte


