
Productos
Segunda mano
Servicios
Tratamiento de agua para cabinas pintura
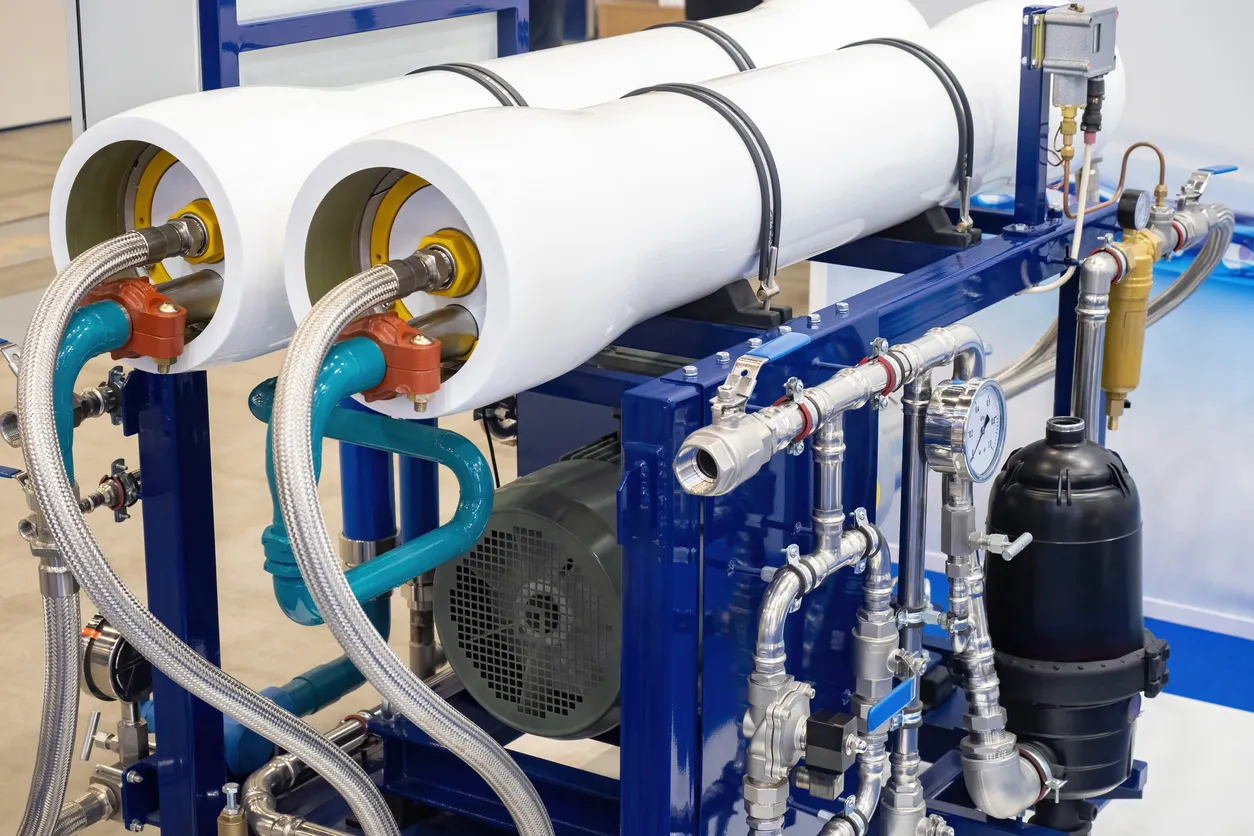
Agua de mayor calidad para procesos de cabinas pintura con ósmosis inversa
Las cabinas pintura requieren agua controlada cuando el proceso incluye lavado, pretratamiento, humidificación, preparación de soluciones, enjuagues o reposición a sistemas auxiliares. Un suministro con sales, dureza, sílice, cloruros o partículas puede afectar la estabilidad del acabado, elevar el consumo químico y generar incrustaciones en boquillas, tuberías, humidificadores o equipos de apoyo. La ósmosis inversa permite producir agua de baja conductividad para reducir variaciones operativas y proteger los componentes que intervienen antes, durante o después del pintado.
En aplicaciones de cabinas pintura, el objetivo no es únicamente “filtrar agua”, sino integrar una solución de tratamiento diseñada para caudal, calidad de alimentación, demanda diaria, espacio disponible, automatización y mantenimiento. Por eso conviene evaluar el sistema desde ingeniería, operación y servicio, considerando el impacto de la calidad del agua en la repetibilidad del proceso, la limpieza de superficies, la formación de manchas y la vida útil de equipos auxiliares.
Mejor control de conductividad.
Procesos más repetibles.
Protección de líneas y boquillas.
Índice de contenido
Una solución bien especificada ayuda a reducir paros por limpieza, variaciones de calidad y desgaste en equipos asociados al proceso de pintado.
Estos productos podrian interesarte



Dónde aporta valor la ósmosis inversa en cabinas pintura
En una línea de pintura industrial, el agua puede intervenir en etapas previas, sistemas de soporte y rutinas de limpieza. Cuando se usa agua con alta dureza, sólidos disueltos o variaciones de conductividad, el proceso puede presentar manchas, depósitos, arrastre de minerales, consumo elevado de químicos y mayor frecuencia de limpieza. Por ello, la integración de ósmosis inversa en cabinas pintura se analiza como parte del control de calidad del proceso, no como un accesorio aislado.
El agua tratada puede utilizarse en prelavados, enjuagues finales, preparación de soluciones, humidificación, reposición de agua a sistemas auxiliares, limpieza de equipos y servicios donde sea necesario reducir sales disueltas. En procesos donde el acabado superficial es crítico, disminuir la carga mineral ayuda a mantener condiciones más estables y a reducir defectos asociados a residuos inorgánicos.
Pretratamiento y lavado
El agua de menor conductividad reduce el arrastre de dureza, cloruros y sales que pueden depositarse en piezas antes del acabado. Esto es útil cuando el proceso requiere superficies limpias, controladas y con menor riesgo de marcas posteriores.
Humidificación y ambiente
En cabinas donde se controla humedad o condiciones ambientales, el agua con menos minerales ayuda a proteger boquillas, paneles, tuberías y equipos de atomización o evaporación, reduciendo incrustaciones y mantenimiento correctivo.
Preparación de soluciones
Cuando el agua se usa para preparar mezclas auxiliares, una calidad más constante facilita dosificaciones repetibles. Esto ayuda a evitar desviaciones provocadas por cambios en alcalinidad, dureza o sólidos disueltos.
Limpieza de componentes
El agua permeada puede emplearse en lavados de herramientas, líneas o áreas donde se busca reducir residuos minerales. Esto contribuye a conservar mejor las superficies y a disminuir depósitos visibles.
Relación entre calidad de agua y acabado
El acabado de una pieza no depende únicamente de pintura, aplicación o curado. La calidad del agua usada en etapas previas puede influir en la limpieza superficial, en la presencia de sales residuales y en la uniformidad del proceso. Si el agua contiene dureza elevada, sílice, hierro, sólidos suspendidos o cloruros, estos componentes pueden permanecer sobre la superficie o acumularse en sistemas auxiliares. Un sistema de ósmosis inversa bien dimensionado ayuda a reducir esa carga de contaminantes disueltos y a mantener un suministro más controlado para la operación.
En plantas con varias cabinas, turnos continuos o alta rotación de productos, la estabilidad del agua se vuelve relevante porque evita que cada lote dependa de la variabilidad de la red, pozo o suministro externo. Esta estabilidad facilita procedimientos de operación, verificación de calidad y rutinas de mantenimiento. Además, cuando la empresa busca disminuir retrabajos o defectos relacionados con manchas, depósitos o variaciones de limpieza, el tratamiento de agua se convierte en un punto técnico de decisión.
Variables de calidad que conviene revisar
Antes de seleccionar un equipo, se debe caracterizar el agua de alimentación y definir la calidad esperada del permeado. En cabinas pintura, las variables más relevantes suelen ser conductividad, TDS, dureza, alcalinidad, sílice, cloruros, hierro, manganeso, turbidez, sólidos suspendidos y presencia de materia orgánica.
El análisis permite saber si la ósmosis inversa requiere pretratamiento adicional y si el sistema podrá operar con recuperación adecuada sin incrustación, ensuciamiento prematuro o limpiezas frecuentes.
Conductividad y TDS
Indican la cantidad de sales disueltas. Una reducción de conductividad ayuda a tener agua más constante para enjuagues, preparación y servicios auxiliares.
Dureza y alcalinidad
Calcio, magnesio y carbonatos pueden formar incrustaciones. En cabinas y equipos de apoyo, estas incrustaciones afectan boquillas, resistencias, humidificadores y tuberías.
Sílice y cloruros
La sílice puede generar depósitos difíciles de remover y los cloruros pueden incrementar riesgos de corrosión en materiales sensibles. Su control debe evaluarse según proceso y metalurgia.
Hierro, turbidez y partículas
Estos contaminantes pueden ensuciar membranas y dejar residuos. Normalmente se controlan con filtración previa, oxidación, medios específicos o cartuchos de seguridad.
Importancia del pretratamiento
La ósmosis inversa trabaja con membranas semipermeables que requieren protección. Si el agua llega con partículas, cloro libre, hierro, dureza excesiva o alta carga microbiológica, la vida útil de las membranas puede disminuir. Por eso, el diseño puede incluir filtros multimedia, suavizador, carbón activado, dosificación de antiincrustante, cartuchos de sedimentos, sistemas de decloración, ajuste de pH o monitoreo de presión diferencial. La selección depende del análisis de agua, caudal requerido y condiciones de operación.
Para una decisión técnica, conviene revisar la ingeniería de ósmosis inversa, especialmente cuando la planta opera con agua de pozo, agua municipal variable, agua con alta dureza o procesos donde el acabado superficial exige mayor control. El diseño debe considerar presión de operación, recuperación, rechazo de sales, arreglo de membranas, limpieza CIP, instrumentación y espacio disponible en planta.
Criterios de diseño para seleccionar el sistema
El dimensionamiento de una solución de ósmosis inversa para cabinas pintura debe iniciar con el balance de consumo. No es lo mismo alimentar una sola estación de lavado intermitente que una línea continua con varias cabinas, preparación química, humidificación y limpieza programada. El caudal instantáneo, el volumen diario, los picos de demanda y el almacenamiento definen el tamaño del equipo, tanque de permeado, bomba de distribución y controles.
También debe revisarse si el agua tratada se entregará directamente al punto de uso o si se almacenará. Cuando hay almacenamiento, se deben cuidar materiales, ventilación, recirculación, sanitización, protección contra contaminación secundaria y control de nivel. En procesos sensibles, una mala distribución puede deteriorar la calidad del agua aunque el sistema RO produzca permeado adecuado.
Elementos típicos del sistema
- ✓Pretratamiento: filtración, suavización, carbón activado o dosificación según análisis del agua.
- ✓Ósmosis inversa: bomba de alta presión, membranas, portamembranas, instrumentación y descarga de rechazo.
- ✓Almacenamiento: tanque de permeado, control de nivel, ventilación y materiales compatibles con la calidad requerida.
- ✓Distribución: bomba, tubería, válvulas y puntos de uso adaptados a la demanda de cabinas y servicios auxiliares.
- ✓Monitoreo: conductividad, presión, flujo, rechazo, recuperación y alarmas para prevenir desviaciones.
Demanda real y picos
El sistema debe cubrir consumos simultáneos sin quedarse corto. En algunos casos conviene producir a un tanque y distribuir con bomba, en lugar de sobredimensionar la ósmosis para cada pico instantáneo.
Objetivo de permeado
La conductividad meta debe definirse según el uso: lavado, humidificación, preparación o reposición. Un objetivo demasiado bajo puede elevar costos innecesarios; uno demasiado alto puede no resolver el problema.
Mantenimiento accesible
El equipo debe permitir cambio de cartuchos, revisión de bombas, limpieza de membranas y lectura de instrumentos sin afectar la operación de la línea de pintura.
Operación, mantenimiento y control del desempeño
Un sistema RO para cabinas no debe evaluarse solo por la calidad inicial del agua, sino por su capacidad de sostener desempeño. Para ello se recomienda registrar presión de alimentación, presión de concentrado, presión de permeado, flujo de permeado, flujo de rechazo, conductividad de alimentación, conductividad de permeado, temperatura, porcentaje de recuperación y rechazo de sales.
Estos datos permiten identificar desviaciones antes de que afecten el proceso. Por ejemplo, una caída de flujo puede indicar ensuciamiento; un aumento de conductividad puede señalar daño de membrana, sello deficiente o variación de alimentación; una presión diferencial alta puede reflejar obstrucción en filtros o membranas.
Rutinas recomendadas
Diario o por turno: revisar conductividad, flujo, presión y estado de alarmas. Confirmar que el tanque tenga nivel suficiente para la operación de cabinas.
Semanal: verificar presión diferencial en filtros, limpieza externa, fugas, estado de válvulas y comportamiento del rechazo.
Mensual: analizar tendencias de desempeño, revisar dosificación química, condición de cartuchos y calibración básica de instrumentos críticos.
Programado: realizar limpieza CIP de membranas cuando los indicadores lo justifiquen y no únicamente cuando el sistema ya esté fuera de rango.
El servicio de ósmosis inversa ayuda a mantener la confiabilidad del sistema mediante diagnóstico, cambio de consumibles, limpieza de membranas, revisión de instrumentación y ajustes operativos. En aplicaciones de pintura, este soporte es importante porque una desviación de calidad puede impactar directamente en retrabajos, paros o reclamaciones de acabado.
Criterios de compra para una decisión segura
Antes de comprar, conviene solicitar que la propuesta incluya análisis de agua, calidad estimada de permeado, caudal de diseño, recuperación, rechazo esperado, arreglo de membranas, pretratamiento requerido, consumo eléctrico, materiales de construcción, instrumentación, espacio, requisitos de drenaje y plan de mantenimiento. También es recomendable revisar garantías, disponibilidad de consumibles, experiencia en aplicaciones industriales y alcance de puesta en marcha.
Una solución enfocada solo en precio puede resultar insuficiente si no contempla variaciones de calidad de alimentación, demanda real, condiciones de instalación o soporte postventa. Para procesos donde el agua incide en acabado, limpieza, humidificación o preparación, el costo relevante no es únicamente el equipo, sino el costo total de operación, la continuidad del proceso y la reducción de riesgos. En MarketB2B se pueden revisar servicios de ósmosis inversa relacionados para comparar alternativas de ingeniería, suministro, mantenimiento y soporte técnico.
Resumen técnico para evaluar proveedores
Para comparar propuestas de ósmosis inversa aplicada a cabinas pintura, se recomienda revisar que todas las opciones estén calculadas bajo la misma base: análisis de agua, caudal requerido, horas de operación, calidad objetivo, temperatura, recuperación, presión disponible, espacio y tipo de proceso. Si cada proveedor parte de supuestos distintos, la comparación puede ser engañosa. Un equipo más pequeño puede parecer económico pero operar forzado; un sistema sobredimensionado puede incrementar inversión y consumo sin beneficio real.
También es importante confirmar que la propuesta incluya planos o diagrama de proceso, lista de componentes, especificación de membranas, tipo de bomba, material de tubería, tipo de instrumentación, protecciones de bajo flujo o baja presión, control de calidad de permeado y recomendaciones de instalación. En procesos industriales, la documentación facilita mantenimiento, auditorías internas y capacitación del personal operativo.
Cuando las cabinas forman parte de una línea automotriz, metalmecánica, electrodomésticos, muebles metálicos, autopartes, recubrimientos o manufactura especializada, la calidad del agua puede impactar en la apariencia final y en el costo por pieza. Por ello, integrar tratamiento de agua desde el diseño del proceso puede evitar ajustes posteriores, paros no planeados y cambios urgentes en consumibles. La ósmosis inversa debe seleccionarse como solución de proceso, no únicamente como equipo de filtración.
Omega Chemicals
Proveedor relacionado con soluciones, productos y servicios para tratamiento de agua mediante ósmosis inversa en aplicaciones industriales.
Omega Chemicals puede apoyar en la evaluación de alternativas para suministro, mantenimiento y servicio de sistemas de ósmosis inversa, considerando calidad de agua, operación industrial y necesidades de continuidad del proceso.
Preguntas frecuentes sobre ósmosis inversa para cabinas pintura


Temas que te pueden interesar
Estos productos podrian interesarte


