
Productos
Segunda mano
Servicios
Tratamiento de agua para mezcladoras
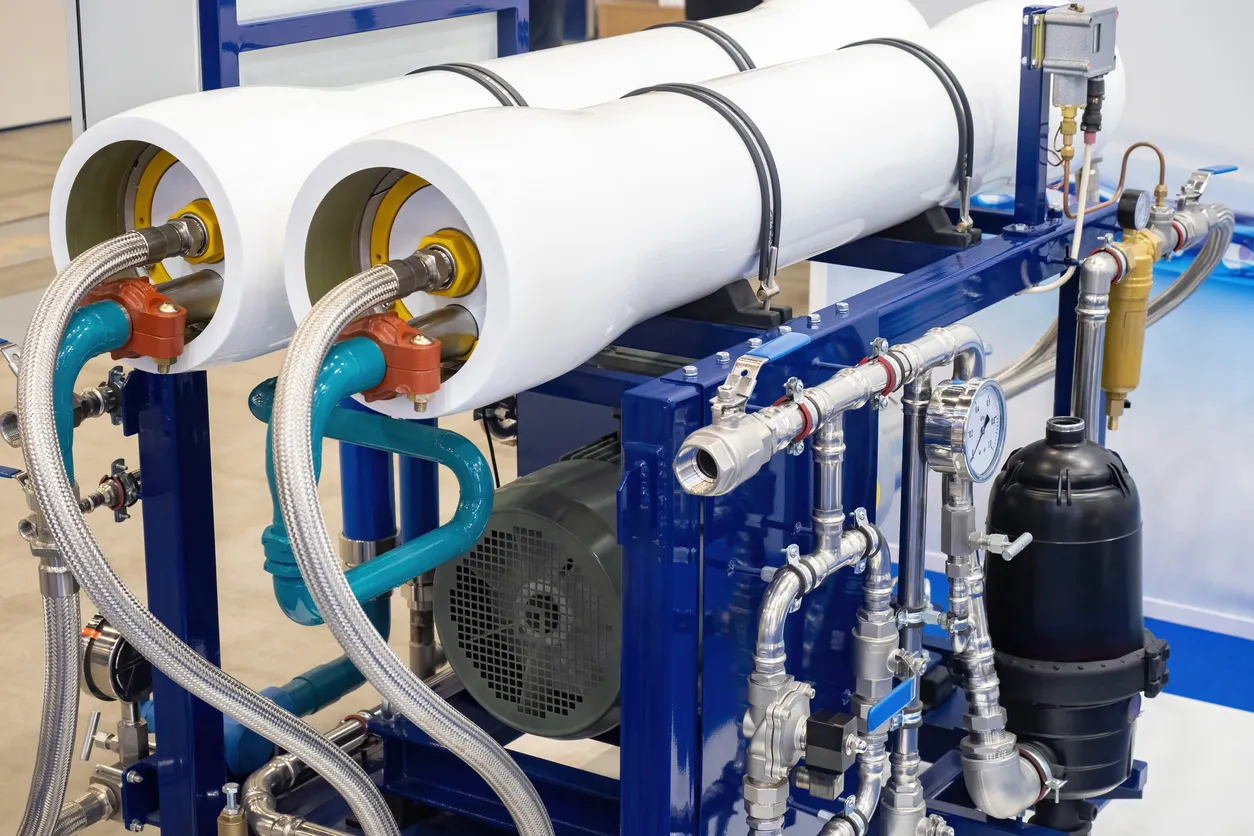
Ósmosis inversa para mezcladoras: suministro estable de agua para procesos con mayor control de calidad
Las mezcladoras industriales dependen de agua consistente para mantener formulaciones, viscosidad, estabilidad, limpieza interna y desempeño del producto final. Un sistema de ósmosis inversa ayuda a reducir sales disueltas, dureza, cloruros, sólidos iónicos y variaciones de calidad que pueden modificar la mezcla, acelerar incrustaciones o afectar equipos auxiliares.
En aplicaciones donde el agua participa como ingrediente, solvente, diluyente, fluido de lavado, preparación de soluciones o alimentación a sistemas CIP, la calidad no debe depender únicamente de la red o del pozo. La ósmosis inversa permite acondicionar el agua antes de entrar a tanques, líneas de dosificación y mezcladoras, reduciendo la incertidumbre operativa y facilitando un control más preciso del proceso.
Ayuda a estabilizar la calidad del agua de entrada para mezclas sensibles a minerales, conductividad o dureza.
Reduce condiciones que favorecen sarro, depósitos y ensuciamiento en líneas, boquillas, válvulas y superficies internas.
Facilita lotes más repetibles, limpiezas más controladas y menor dependencia de variaciones del suministro.
Aplicación enfocada en mezcladoras
La solución se define a partir del caudal requerido por lote, consumo diario, presión disponible, calidad de agua cruda, conductividad objetivo, compatibilidad con el proceso y necesidad de almacenamiento de agua tratada.
- ✓Pretratamiento para proteger membranas y mantener continuidad.
- ✓Control de conductividad para mezclas más estables.
- ✓Integración con tanques, bombas, distribución y puntos de uso.
- ✓Soporte técnico para operación, servicio y mantenimiento del sistema.
Estos productos podrian interesarte



Sección 2
Riesgos del agua sin tratar en mezcladoras industriales
En una mezcladora, el agua puede parecer un insumo secundario, pero en muchas líneas determina la estabilidad de la formulación, la limpieza del equipo y la repetibilidad del lote. Cuando el suministro contiene dureza elevada, sílice, hierro, manganeso, cloruros, sulfatos o variaciones de conductividad, el proceso queda expuesto a cambios que no siempre se detectan en la inspección visual del agua.
La ósmosis inversa ayuda a controlar esta variabilidad porque separa una alta proporción de sales disueltas y permite entregar agua de menor carga iónica. En mezcladoras, esto puede ser importante para productos químicos, alimentos, bebidas, cosméticos, soluciones de limpieza, adhesivos, recubrimientos, fertilizantes líquidos y cualquier aplicación donde el agua interactúe con materias primas, aditivos o agentes de proceso.
Depósitos e incrustación
La dureza puede formar sarro en líneas, boquillas, serpentines, chaquetas de calentamiento, válvulas y superficies internas. Estos depósitos reducen transferencia térmica, dificultan lavados y pueden desprender partículas hacia la mezcla.
Cambios en formulación
Sales, alcalinidad o metales pueden reaccionar con ingredientes, alterar pH, afectar viscosidad, generar turbidez, modificar color o comprometer la estabilidad del producto final, especialmente en lotes sensibles.
Mayor carga de limpieza
El agua con minerales aumenta el trabajo de limpiezas internas, enjuagues y ciclos CIP. Una calidad más estable facilita validar rutinas y reduce retrabajos asociados a residuos minerales.
Variación entre lotes
Aunque la receta sea la misma, el agua cruda puede cambiar por temporada, fuente, mantenimiento de red o mezcla de pozos. El tratamiento previo estabiliza el insumo hídrico antes de la mezcladora.
Por qué evaluar ósmosis inversa desde ingeniería
La decisión no debe basarse solo en comprar un equipo estándar. Es recomendable revisar caudal instantáneo, consumo por turno, volumen de lote, calidad del agua cruda, espacio disponible, presión, temperatura, rechazo, recuperación y compatibilidad con almacenamiento. Un análisis adecuado permite seleccionar un sistema de ósmosis inversa que entregue el flujo y la calidad requeridos para el proceso real.
También debe considerarse si el agua tratada será usada únicamente en mezcladoras o si alimentará otros puntos, como tanques de preparación, líneas de enjuague, CIP, humidificación, calderas auxiliares o servicios de planta. Esto cambia el dimensionamiento y la distribución.
Sección 3
Criterios técnicos para seleccionar ósmosis inversa en mezcladoras
El diseño de un sistema de ósmosis inversa para mezcladoras debe partir del proceso y no únicamente del caudal nominal del equipo. Una línea que opera por lotes puede requerir picos de consumo altos durante periodos cortos, mientras que una operación continua necesita estabilidad horaria. La selección correcta equilibra capacidad de producción, almacenamiento, presión, calidad del permeado y protección de membranas.
Conductividad y sales disueltas
La conductividad objetivo depende del producto que se mezcla. Para algunas formulaciones basta una reducción importante de dureza y TDS; para otras se requiere control más estricto, pulimiento adicional o desinfección posterior. El punto de partida es definir qué especificación necesita el proceso y cómo se verificará en operación.
La ósmosis inversa no se dimensiona igual para agua de preparación, enjuague, agua de servicio o ingrediente crítico. Cada uso exige parámetros diferentes de calidad y continuidad.
Producción por lote y por turno
Las mezcladoras suelen tener ciclos de carga, mezcla, descarga y limpieza. Por eso se evalúa el volumen por lote, número de lotes por día, tiempo disponible para producir permeado y tamaño del tanque de agua tratada. Si se ignora el perfil de consumo, el sistema puede quedar corto en horas pico o sobredimensionado para la operación normal.
Un tanque de almacenamiento bien definido puede reducir el tamaño del equipo, amortiguar picos y mantener presión estable en los puntos de uso.
Protección de membranas
La etapa previa puede incluir filtración multimedia, carbón activado, suavización, dosificación antiincrustante, ajuste de pH, filtros cartucho y control de cloro, según el análisis de agua. Esta ingeniería de protección ayuda a mantener flujo, rechazo y vida útil de membranas.
Cuando hay hierro, manganeso, turbidez, materia orgánica o dureza alta, el pretratamiento se vuelve decisivo para evitar limpiezas frecuentes o caída prematura de desempeño.
Compatibilidad con materiales y proceso
El agua de ósmosis inversa tiene menor mineralización y puede requerir materiales compatibles en tubería, tanque, bombas y válvulas. En sistemas sanitarios o de formulación, también puede evaluarse acero inoxidable, recirculación, drenajes sanitarios, ventilación del tanque y control microbiológico.
La ingeniería de ósmosis inversa debe definir el arreglo completo: agua cruda, pretratamiento, membranas, permeado, rechazo, almacenamiento y distribución hacia mezcladoras.
Instrumentación y control operativo
Medir presión, conductividad, caudal, recuperación y estado de filtros permite anticipar fallas. En mezcladoras, una caída de calidad puede impactar lotes completos, por lo que conviene contar con alarmas, puntos de muestreo y rutinas de verificación. El sistema debe permitir comparar agua de alimentación, permeado y rechazo.
La instrumentación evita operar a ciegas y facilita tomar decisiones de limpieza, ajuste químico o revisión de membranas antes de afectar producción.
Sección 4
Integración del agua de ósmosis inversa al área de mezclado
La integración no termina al instalar el equipo de ósmosis inversa. Para que el tratamiento realmente apoye la productividad, el agua permeada debe llegar al punto correcto, con presión adecuada, sin contaminación posterior y con capacidad suficiente para la demanda de mezcladoras. Un diseño incompleto puede producir buen permeado en el equipo, pero perder calidad en el tanque, la tubería o la distribución.
En plantas con varias mezcladoras, la distribución puede organizarse mediante tanque central de permeado, bombas de presión, anillos de recirculación, ramales por área o puntos de uso independientes. La elección depende del número de equipos, distancia, frecuencia de uso, criticidad del producto y necesidades de limpieza.
Elementos de integración recomendados
Permite cubrir picos de consumo, estabilizar presión y separar producción de ósmosis del consumo de mezcladoras.
Asegura presión suficiente para carga, dosificación, enjuague o transferencia hacia el punto de mezcla.
Facilitan validar conductividad, pH, cloro, dureza residual o parámetros definidos por el proceso.
Evita contaminación cruzada desde procesos, químicos o líneas de servicio hacia el agua tratada.
Relación con limpieza CIP y preparación de soluciones
Cuando las mezcladoras se limpian mediante enjuagues internos o equipos CIP, el agua tratada puede mejorar la consistencia de lavados y reducir residuos minerales después del enjuague final. Esto es especialmente útil en equipos donde quedan películas, depósitos o trazas que afectan el siguiente lote.
El agua de ósmosis inversa también puede utilizarse para preparar soluciones de limpieza, diluciones, aditivos o agentes de proceso. En estos casos, el diseño debe confirmar compatibilidad química, calidad requerida y volumen necesario para no interrumpir operaciones.
Sección 5
Operación, monitoreo y mantenimiento para continuidad
Una solución de ósmosis inversa para mezcladoras debe mantenerse estable durante la producción, no solo cumplir el día del arranque. La continuidad depende de hábitos operativos: revisión de filtros, control de presiones, registro de conductividad, limpieza de membranas, inspección de bombas y verificación de consumibles. Estos datos permiten detectar desviaciones antes de que afecten lotes.
El servicio de ósmosis inversa puede incluir diagnóstico, mantenimiento preventivo, limpieza química, cambio de cartuchos, revisión de instrumentos, ajuste de recuperación y recomendaciones para mejorar operación.
Variables a registrar
Presión de alimentación, presión de rechazo, presión de permeado, caudal de alimentación, caudal de permeado, conductividad, temperatura y caída de presión en filtros. Un histórico simple ayuda a identificar ensuciamiento, incrustación o pérdida de rechazo.
Mantenimiento preventivo
Incluye cambio de filtros cartucho, revisión de bombas, inspección de fugas, limpieza de sensores, verificación de dosificación química y chequeo de válvulas. La frecuencia depende de la calidad del agua cruda y horas de operación.
Limpieza de membranas
Cuando baja el flujo normalizado o aumenta el diferencial de presión, puede requerirse limpieza química. La selección del limpiador depende del tipo de ensuciamiento: mineral, orgánico, biológico o metálico.
Disponibilidad de refacciones
Filtros, sellos, membranas, bombas, instrumentos y químicos deben considerarse desde la compra. Un equipo sin soporte puede detener mezcladoras por fallas menores o tiempos largos de reposición.
Cómo tomar una mejor decisión de compra
Antes de elegir proveedor, conviene solicitar una revisión del análisis de agua, caudales de proceso, arreglo de mezcladoras, calidad objetivo, espacio disponible, servicios eléctricos, drenaje de rechazo y necesidades de almacenamiento. También se recomienda revisar experiencia en integración, disponibilidad de mantenimiento y soporte local.
Si la planta tiene crecimiento previsto, nuevas líneas o más mezcladoras, el diseño puede considerar modularidad o capacidad de expansión. Esto evita comprar un equipo limitado que funcione al inicio pero quede insuficiente al aumentar turnos, lotes o puntos de uso.
Para comparar alternativas, se pueden revisar servicios de ósmosis inversa relacionados con ingeniería, instalación, diagnóstico, mantenimiento y soporte técnico. La mejor solución integra equipo, operación y acompañamiento técnico.
Consideraciones adicionales para mezcladoras con agua tratada
Análisis de agua cruda
El análisis debe incluir conductividad, TDS, dureza, alcalinidad, cloruros, sulfatos, sílice, hierro, manganeso, turbidez, pH, temperatura y presencia de cloro. Estos parámetros orientan el pretratamiento y evitan seleccionar el equipo solo por capacidad nominal.
Calidad posterior al tratamiento
La especificación del permeado se define con base en el uso. En una mezcladora, el agua puede ser ingrediente, diluyente, enjuague o servicio; cada caso exige límites diferentes y controles de calidad distintos.
Balance de recuperación
La recuperación debe configurarse para aprovechar el agua sin llevar las membranas a condiciones de incrustación. Un diseño equilibrado protege membranas y reduce paros por mantenimiento.
Omega Chemicals
Proveedor relacionado para soluciones de tratamiento de agua, sistemas de ósmosis inversa, servicios técnicos, consumibles y soporte para aplicaciones industriales donde se requiere agua de calidad controlada para mezcladoras y procesos auxiliares.
Sección 6
FAQ sobre ósmosis inversa para mezcladoras
Estas preguntas ayudan a evaluar si un sistema de ósmosis inversa es conveniente para procesos de mezclado, preparación de soluciones, formulación, enjuague o limpieza asociada a mezcladoras industriales.
Resumen para decisión técnica
La ósmosis inversa para mezcladoras es útil cuando la calidad del agua influye en formulación, limpieza, estabilidad o repetibilidad. La selección debe considerar análisis de agua, caudales, almacenamiento, pretratamiento, instrumentación y soporte técnico para asegurar continuidad operativa.

Estos productos podrian interesarte




